Working with a B axis (only 840D sl)
15.7 Tool selection for the manual mode
Turning
734 Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
Parameter Description Unit
Positioning Straight line: Next position is approached linearly in rapid traverse.
Circular: Next position is approached along a circular path at the feedrate defined
in the machine data.
mm
Face B - wit C axis
Z0 Z coordinate of the reference point (abs) mm
X0 X coordinate of the reference point (abs) mm
Y0 Y coordinate of the reference point (abs) mm
α0 Starting angle: Angle of 1st hole with reference to C axis.
Positive angle: Full circle is rotated counterclockwise.
Negative angle: Full circle is rotated in clockwise direction.
Degrees
α1 Indexing angle: After the first hole has been drilled, all additional positions are
approached at this angle (only for pitch circle).
Positive angle: Additional positions are rotated in counterclockwise direction.
Negative angle: Additional positions are rotated in clockwise direction.
Degrees
N Number of positions on circle
15.7 Tool selection for the manual mode
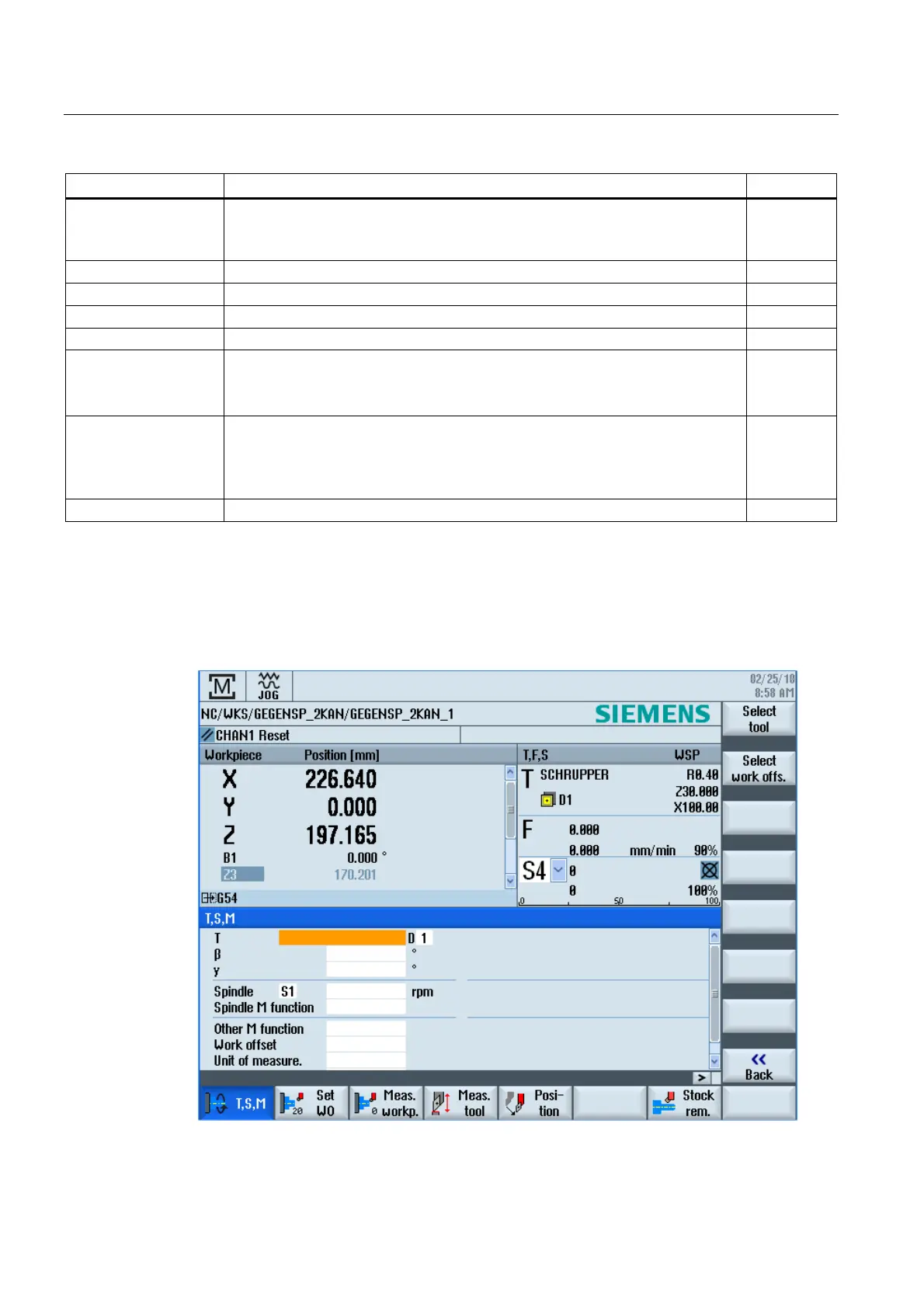
For the preparatory actions in the manual mode, tool selection and spindle control are both
performed centrally in the T, S, M window.
Figure 15-1 TSM window for the B and C axis