Teaching in a program
17.3 Inserting a block
Turning
Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
741
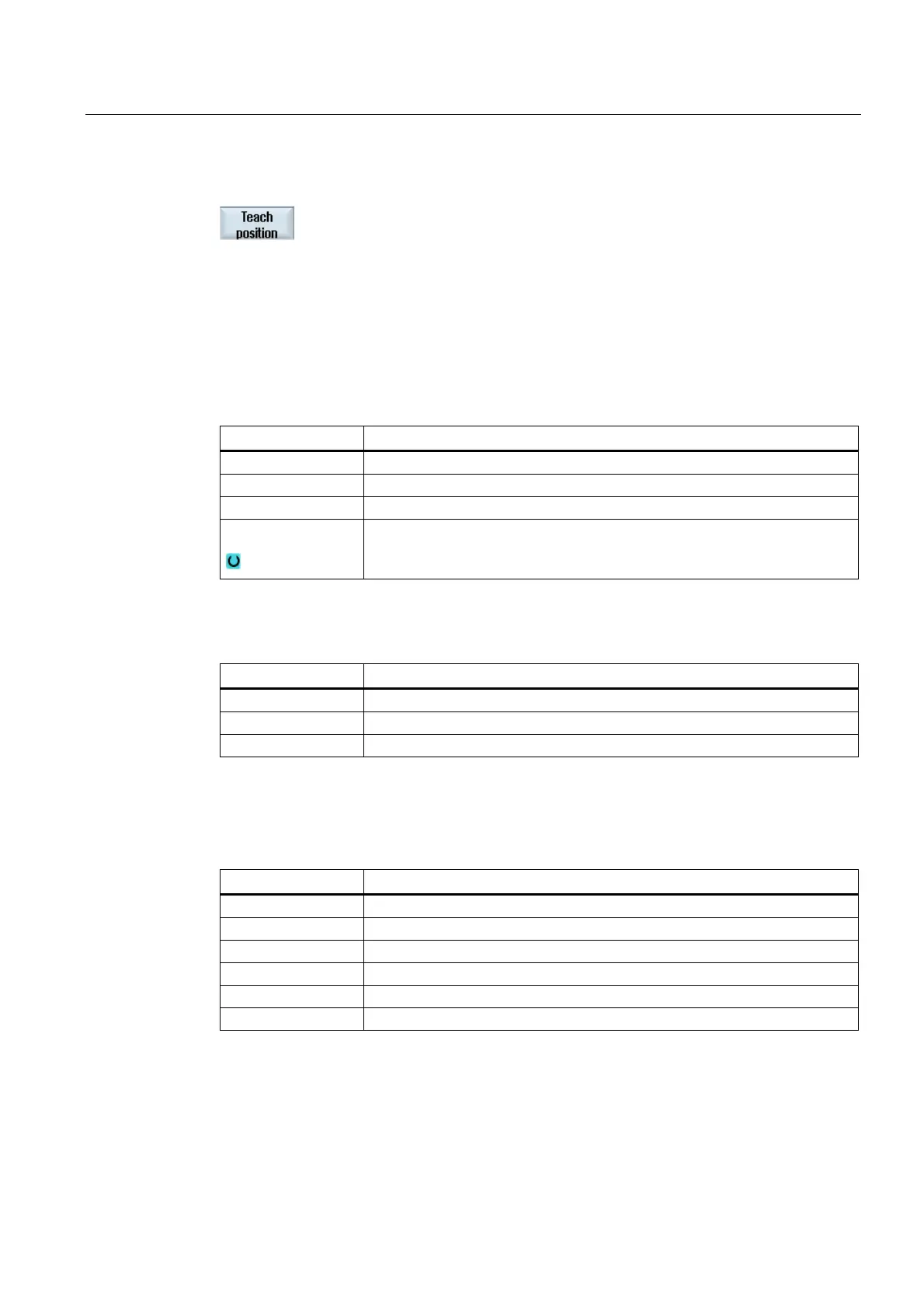
5. Traverse the axes to the relevant position.
6. Press the "Teach position" softkey.
A new program block with the current actual position values will be
created.
17.3.1 Input parameters for teach-in blocks
Parameters for teach-in of position and teach-in of G0, G1, and circle end position CIP
Parameter Description
X Approach position in X direction
Y Approach position in Y direction
Z Approach position in Z direction
F
Feedrate (mm/r; mm/min) - only for teach-in of G1 and circle end position CIP
Parameters for teach-in of circle intermediate position CIP
Parameter Description
I Coordinate of the circle center point in the X direction
J Coordinate of the circle center point in the Y direction
K Coordinate of the circle center point in the Z direction
Transition types for teach-in of position and teach-in of G0 and G1, and ASPLINE
The following parameters are offered for the transition:
Parameter Description
G60 Exact stop
G64 Corner rounding
G641 Programmable corner rounding
G642 Axis-specific corner rounding
G643 Block-internal corner rounding
G644 Axis dynamics corner rounding