Multi-channel machining (only 840D sl)
9.2 Multi-channel support (only 840D sl)
Turning
Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
569
Note
Search target via "Search text"
If, for a block search, you approach the program position using "Search text", please note
that a search is only made in the selected channel column.
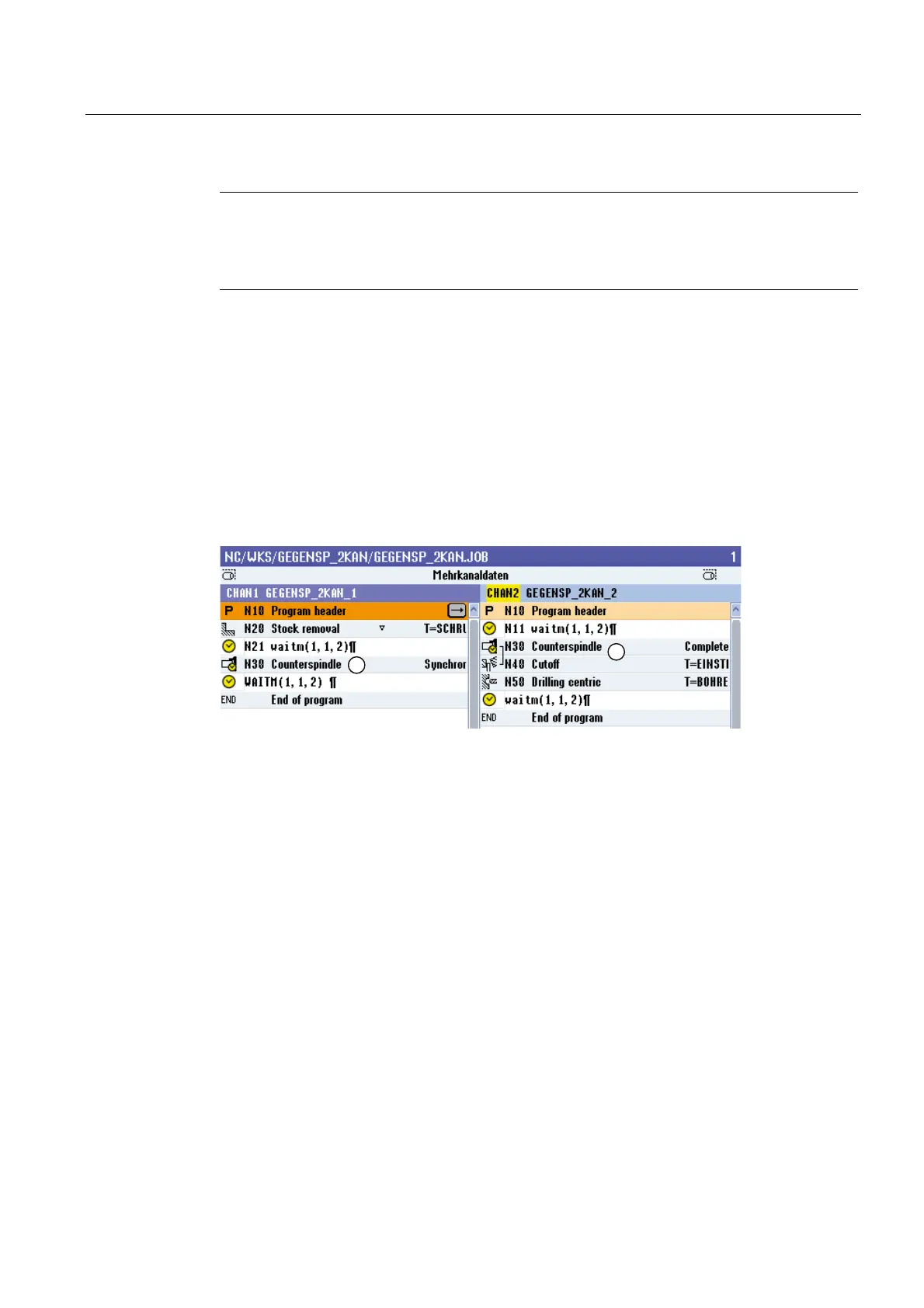
9.2.12 Synchronizing a counterspindle
For multi-channel machines, the counterspindle steps must be synchronized across all
channels.
You program handling the counterspindle in one channel. This channel controls the motion
of the counterspindle and adapts the zero offset of the channel.
In the synchronization step, the other channels park their tools in order to avoid collisions.
The zero offset is also accepted.
1 Synchronization step
2 Counterspindle step
The following counterspindle steps, which implicitly contain WAIT marks, are identified using
a symbol:
● Pulling (take zero point = yes)
● Rear face
● Front face
● Complete
● Synchronizing