Programming technology functions (cycles)
8.3 Contour turning
Turning
Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
375
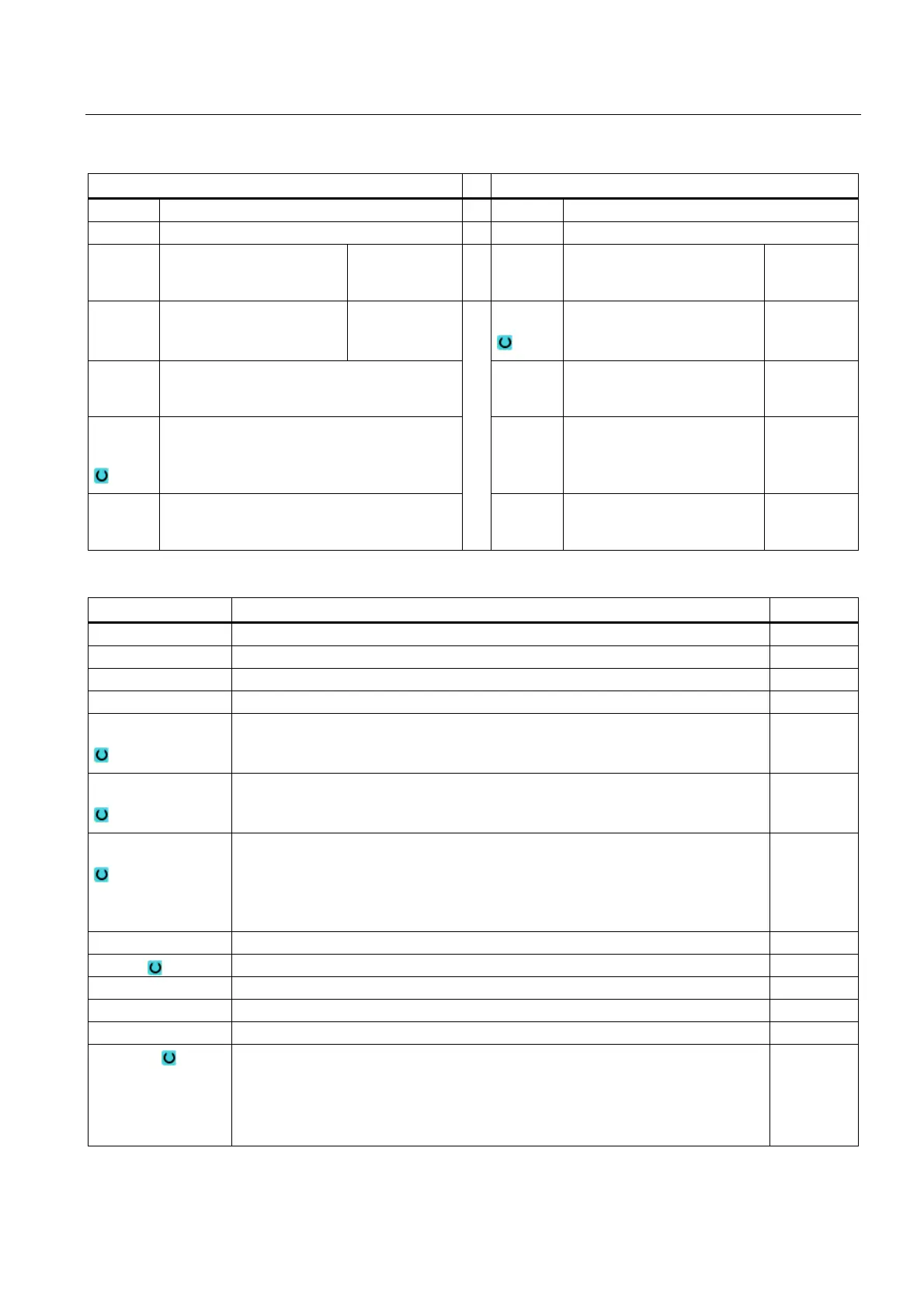
Parameters, G code program Parameters, ShopTurn program
PRG Name of the program to be generated T Tool name
PL Machining plane D Cutting edge number
RP Retraction plane – (only for
longitudinal machining
direction)
mm F Feedrate mm/rev
SC Safety clearance mm S / V
Spindle speed or constant
cutting rate
rpm
m/min
CON Name of the updated blank contour for residual
material machining (without the attached
character "_C" and double-digit number)
Residual
material
With subsequent residual material removal
• Yes
• No
CONR Name to save the updated unmachined-part
contour for residual material removal - (only
"Yes" for residual material removal)
parameters Description Unit
FX (only ShopTurn) Feedrate in X direction mm/rev
FZ (only ShopTurn) Feedrate in Z direction mm/rev
FX (only G Code) Feedrate in X direction *
FZ (only for G code) Feedrate in Z direction *
Machining
• ∇ (roughing)
• ∇∇∇ (finishing)
Machining direction
• Face
• Longitudinal
Position
• front
• back
• internal
• external
D Maximum depth infeed - (only for ∇) mm
UX or U Finishing allowance in X or finishing allowance in X and Z – (only for ∇) mm
UZ Finishing allowance in Z – (only for ∇) mm
XDA 1. Grooving limit tool ∅ (abs) – (end face or rear face only) mm
XDB 2. Grooving limit tool ∅ (abs) – (end face or rear face only) mm
Allowance Allowance for prefinishing
• Yes
U1 contour allowance
• No