Programming technology functions (cycles)
8.4 Milling
Turning
382 Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
Machining type
● Roughing
Roughing involves machining the individual planes of the pocket one after the other from
the center out, until depth Z1 or X1 is reached.
● Finishing
During finishing, the edge is always machined first. The pocket edge is approached on
the quadrant that joins the corner radius. During the last infeed, the base is finished from
the center out.
● Edge finishing
Edge finishing is performed in the same way as finishing, except that the last infeed
(finish base) is omitted.
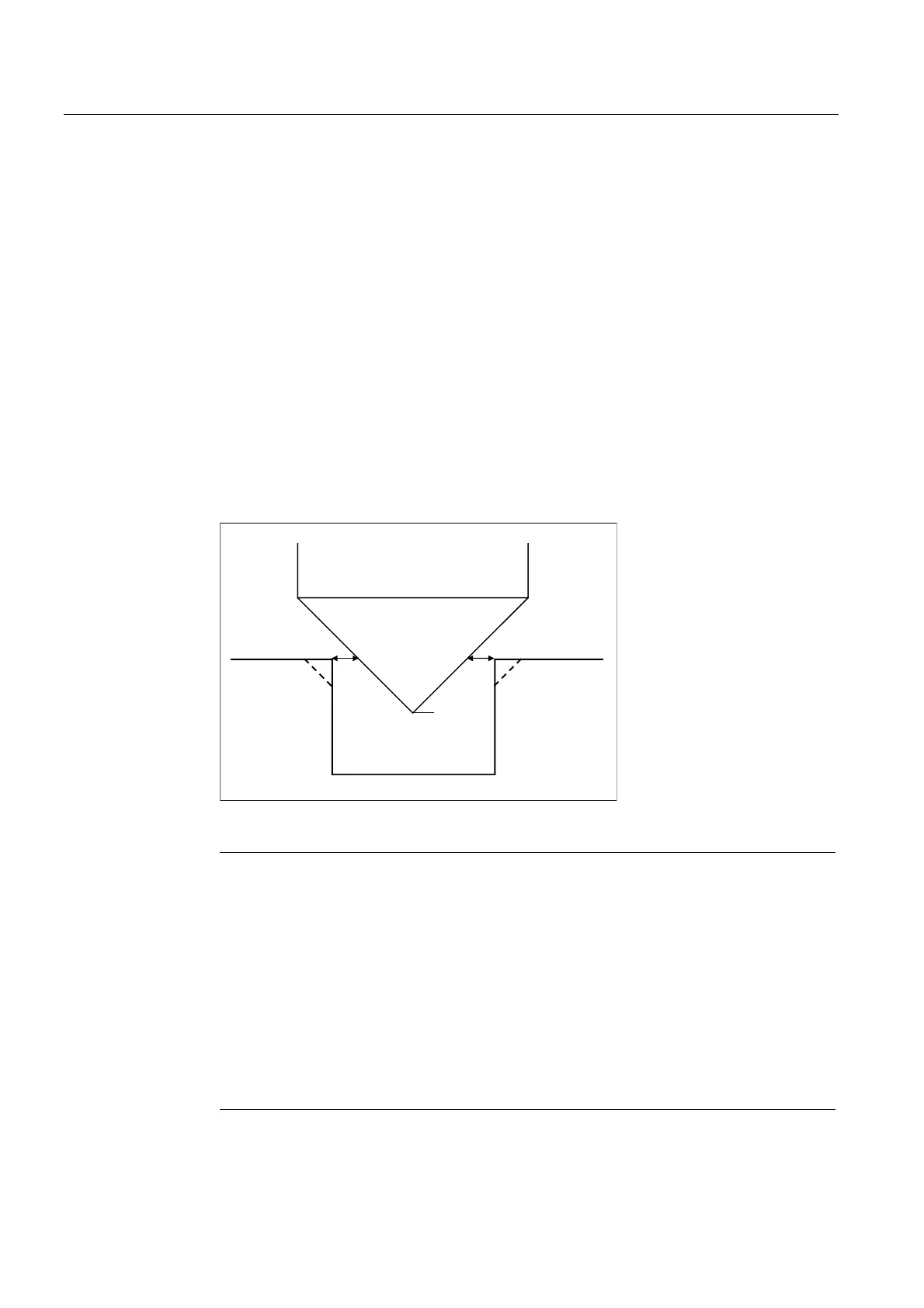
● Chamfering
Chamfering involves edge breaking at the upper edge of the rectangular pocket.
ZFS
SC SC
Figure 8-1 Geometries when chamfering inside contours
Note
The following error messages can occur when chamfering inside contours:
• Safety clearance in the program header too large
This error message appears when chamfering would, in principle, be possible with the
parameters entered for FS and ZFS, but the safety clearance then could not be
maintained.
• Immersion depth too large
This error message appears when chamfering would be possible through the
reduction of the immersion depth ZFS.
• Tool diameter too large
This error message appears when the tool would already damage the edges during
insertion. In this case, the chamfer FS must be reduced.