Programming technology functions (cycles)
8.4 Milling
Turning
416 Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
Approach/retraction for vortex milling
1. The tool approaches the starting point in front of the slot in rapid traverse and maintains
the safety clearance.
2. The tool goes to the cutting depth.
3. The open slot is always machined along its entire length using the selected machining
method.
4. The tool retracts to the safety clearance in rapid traverse.
Approach/retraction for plunge cutting
1. The tool moves in rapid traverse to the starting point in front of the slot at the safety
clearance.
2. The open slot is always machined along its entire length using the selected machining
method.
3. The tool retracts to the safety clearance in rapid traverse.
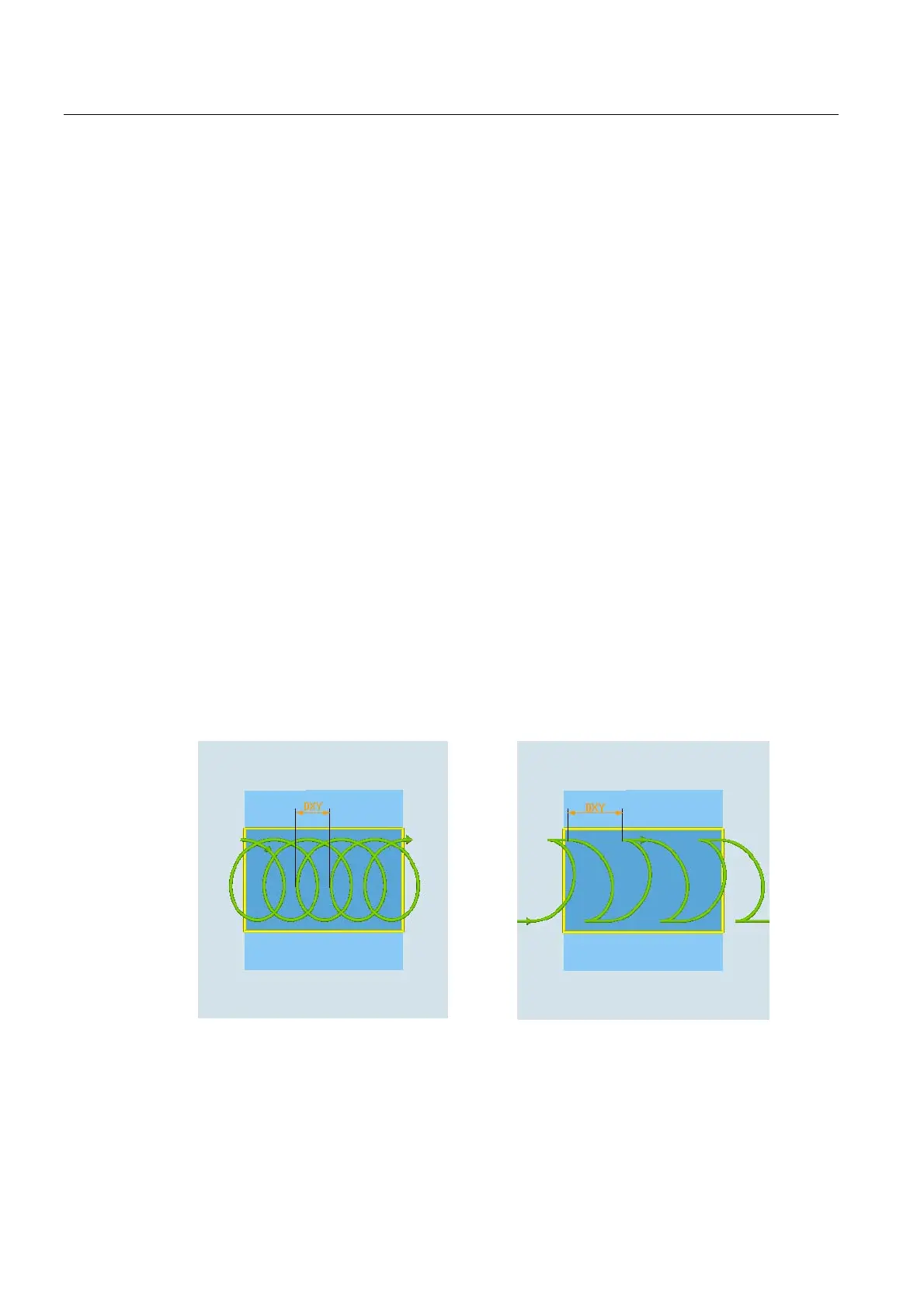
Machining type, roughing vortex milling
Roughing is performed by moving the milling cutter along a circular path.
While performing this motion, the milling cutter is continuously fed into the plane. Once the
milling cutter has traveled along the entire slot, it returns to its starting point, while continuing
to move in a circular fashion. By doing this, it removes the next layer (infeed depth) in the Z
direction. This process is repeated until the set slot depth plus the finishing allowance has
been reached.
Vortex milling: Down-cut or up-cut Vortex milling: Down-cut-up-cut