Programming technology functions (cycles)
8.5 Contour milling
Turning
440 Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
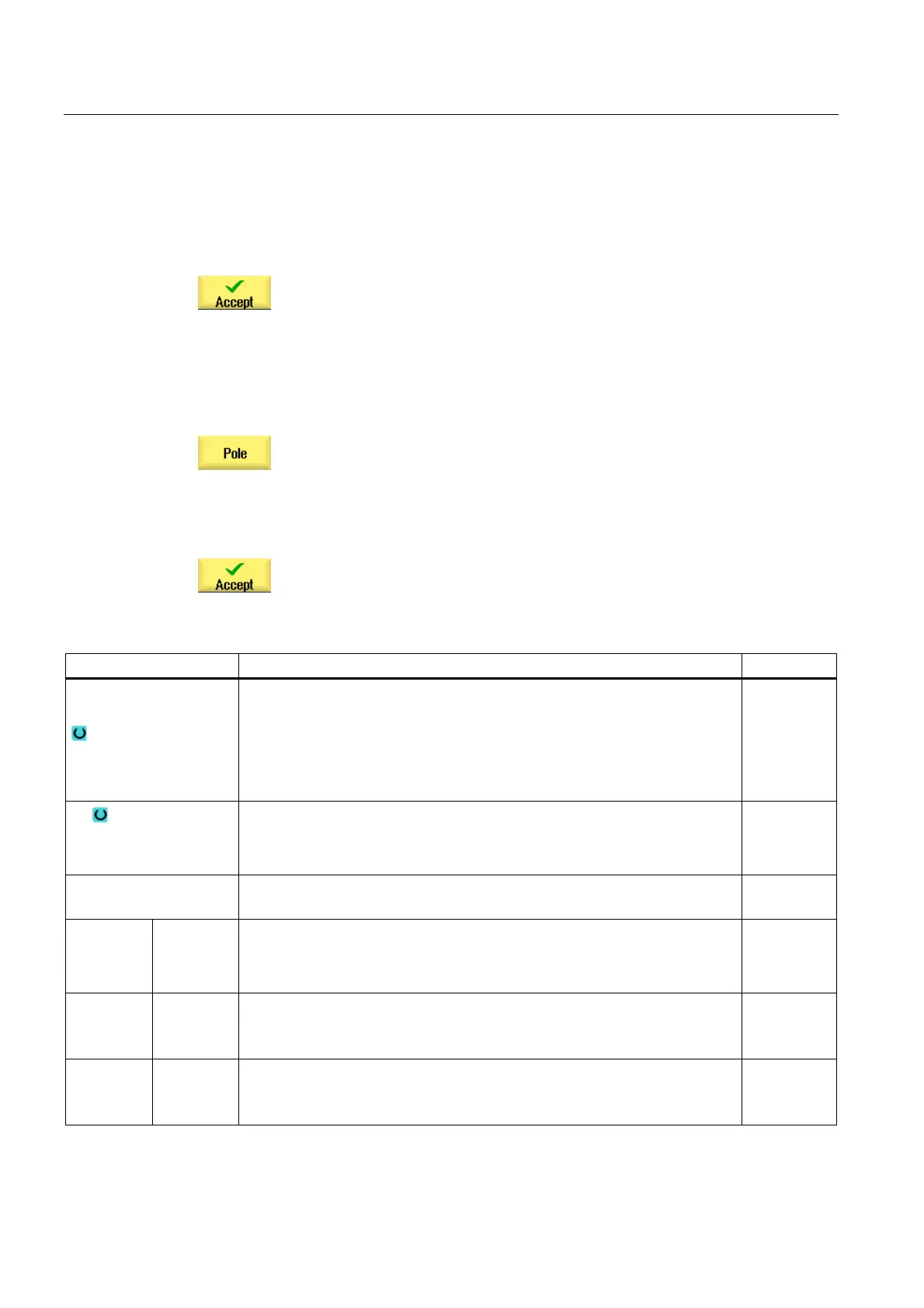
Cartesian starting point
1. Enter the starting point for the contour.
2. Enter any additional commands in G code format, as required.
3. Press the "Accept" softkey.
4. Enter the individual contour elements.
Polar starting point
1. Press the "Pole" softkey.
2. Enter the pole position in Cartesian coordinates.
3. Enter the starting point for the contour in polar coordinates.
4. Enter any additional commands in G code format, as required.
5. Press the "Accept" softkey.
6. Enter the individual contour elements.
parameters Description Unit
Machining
surface
(only for ShopTurn)
• Face C
• Face Y
• Face B
• Peripheral surface C
• Peripheral surface Y
PL
(only for G code)
Machining plane
• G17 (XY)
• G19 (YZ)
ϕ
(only ShopTurn)
Cylinder diameter
(only peripheral surface C)
mm
G17
or
face C/Y/B
G19
or
peripheral
surface C/Y
X
Y
Y
Z
Cartesian:
Starting point X or Y (abs)
Starting point Y or Z (abs)
mm
mm
X
Y
Y
Z
Polar:
Position pole (abs)
Position pole (abs)
mm
mm