Programming technology functions (cycles)
9.3 Contour turning
Turning
408 Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
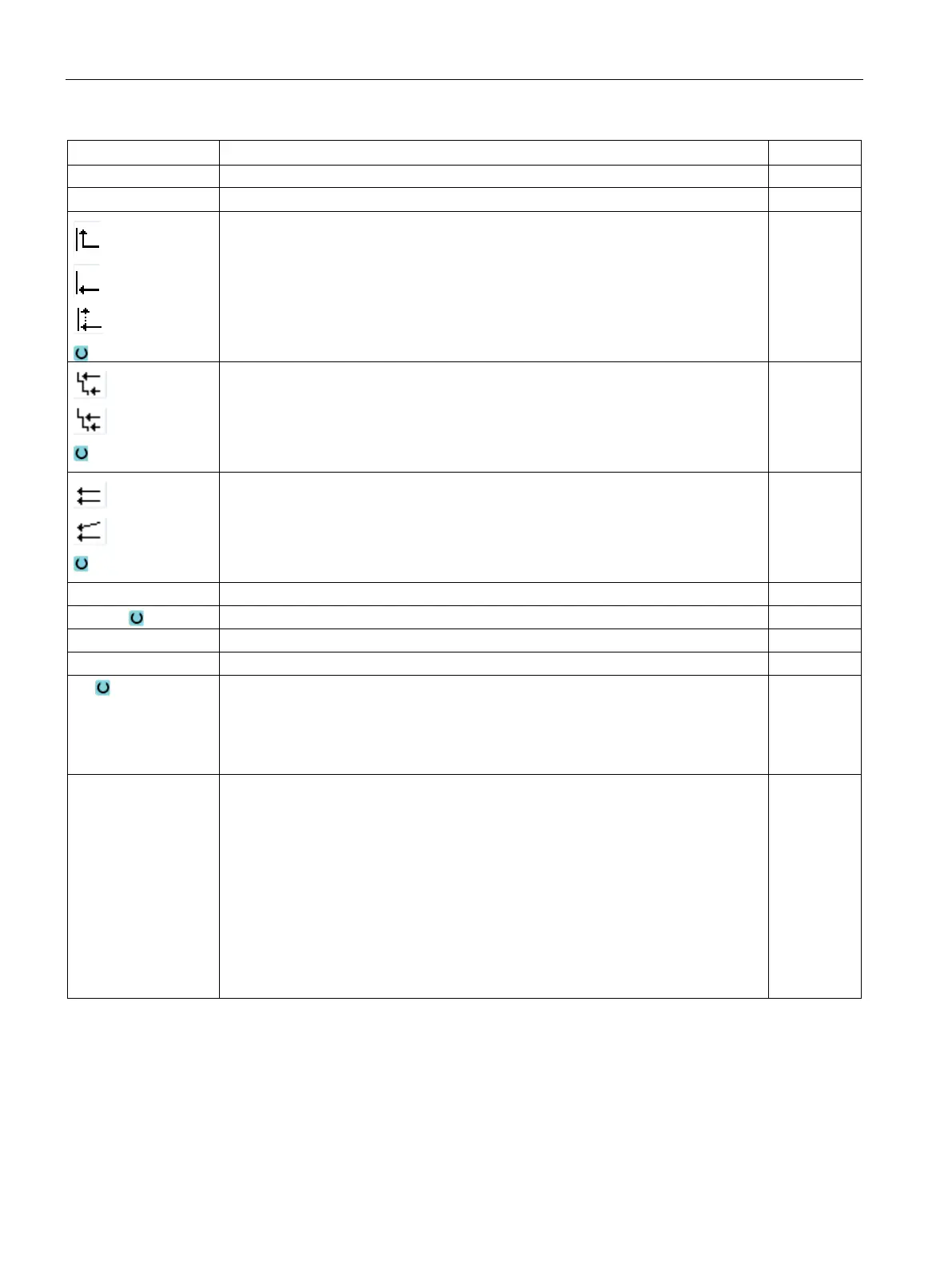
Maximum depth infeed - (only for ∇)
DX Maximum depth infeed - (only for parallel to the contour, as an alternative to D). mm
Always round on the contour
Never round on the contour
Only round to the previous intersection.
Uniform cut segmentation
Round cut segmentation at the edge
Constant cutting depth
Alternating cutting depth - (only with align cut segmentation to edge)
Maximum depth infeed - (only for position parallel to the contour and UX)
Finishing allowance in X or finishing allowance in X and Z – (only for ∇)
Finishing allowance in Z – (only for UX)
DI For zero: Continuous cut - (only for ∇) mm
BL Blank description (only for ∇)
• Cylinder (described using XD, ZD)
• Allowance (XD and ZD on the finished part contour)
• Contour (additional CYCLE62 call with blank contour – e.g. cast iron mold)
XD - (only for ∇ machining)
- (only for blank description, cylinder and allowance)
• For blank description, cylinder
– Version, absolute:
Cylinder dimension ∅ (abs)
– Version incremental:
Allowance (inc) to maximum values of the CYCLE62 finished part contour
• For blank description, allowance
– Allowance on the CYCLE62 finished part contour (inc)
mm