Programming technology functions (cycles)
9.6 Further cycles and functions
Turning
564 Operating Manual, 01/2015, 6FC5398-8CP40-5BA2
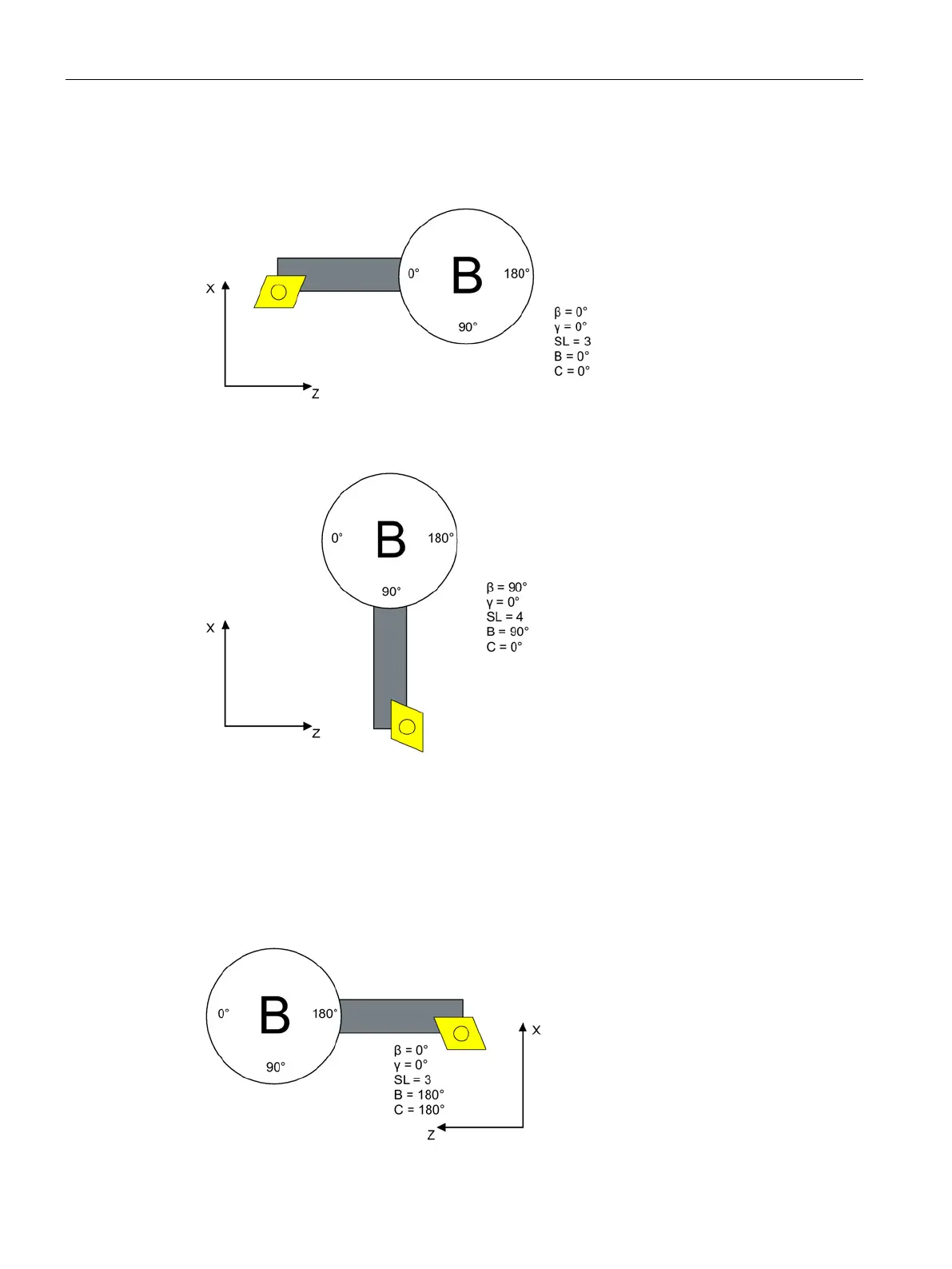
Initial state of the machine kinematics
The tool axis is aligned in the Z direction.
β=90° represents a rotation of the cutting plate by +Y.
A mirroring of the Z axis (e.g. on the counter-spindle) for β=0° / γ=0° causes the same
machining in the mirrored coordinate system.
The mirroring of the Z axis must be permanently activated in a work offset.