Working in manual mode
3.6 Simple stock removal of workpiece
Turning
Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
113
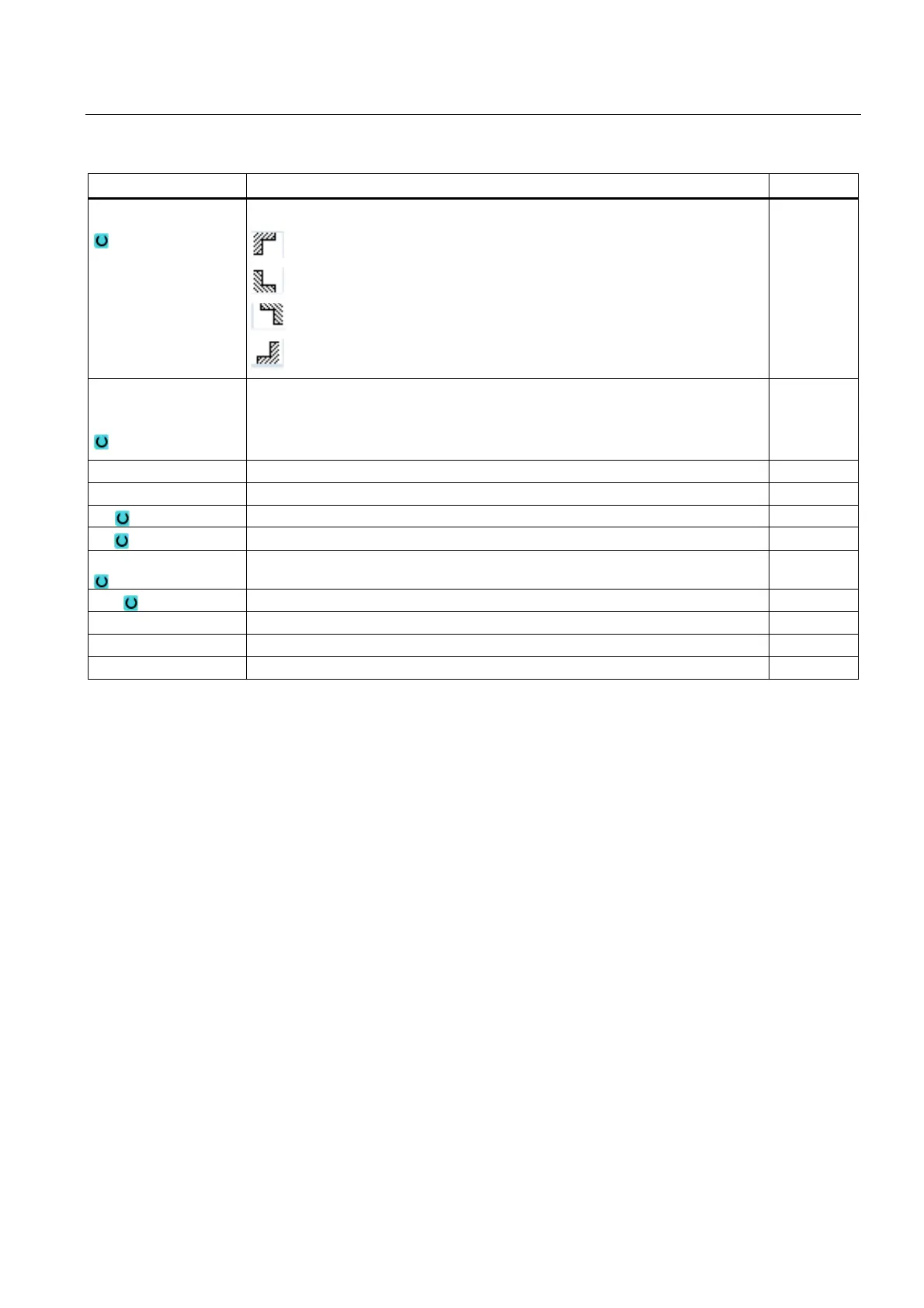
Parameter Description Unit
Position
Machining position
Machining
direction
• Face
• Longitudinal
X0 Reference point ∅ (abs) mm
Z0 Reference point (abs) mm
X1 End point X ∅ (abs) or end point X in relation to X0 (inc) mm
Z1 End point Z (abs) or end point Z in relation to X0 (inc) mm
FS1...FS3 or R1...R3
Chamfer width (FS1...FS3) or rounding radius (R1...R3) mm
XF2 Undercut (alternative to FS2 or R2) mm
D Infeed depth (inc) – (for roughing only) mm
UX Final machining allowance in X direction (inc) – (for roughing only) mm
UZ Final machining allowance in Z direction (inc) – (for roughing only) mm
See also
Tool, offset value, feedrate and spindle speed (T, D, F, S, V) (Page 238)