Programming technology functions (cycles)
8.6 Further cycles and functions
Turning
Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
481
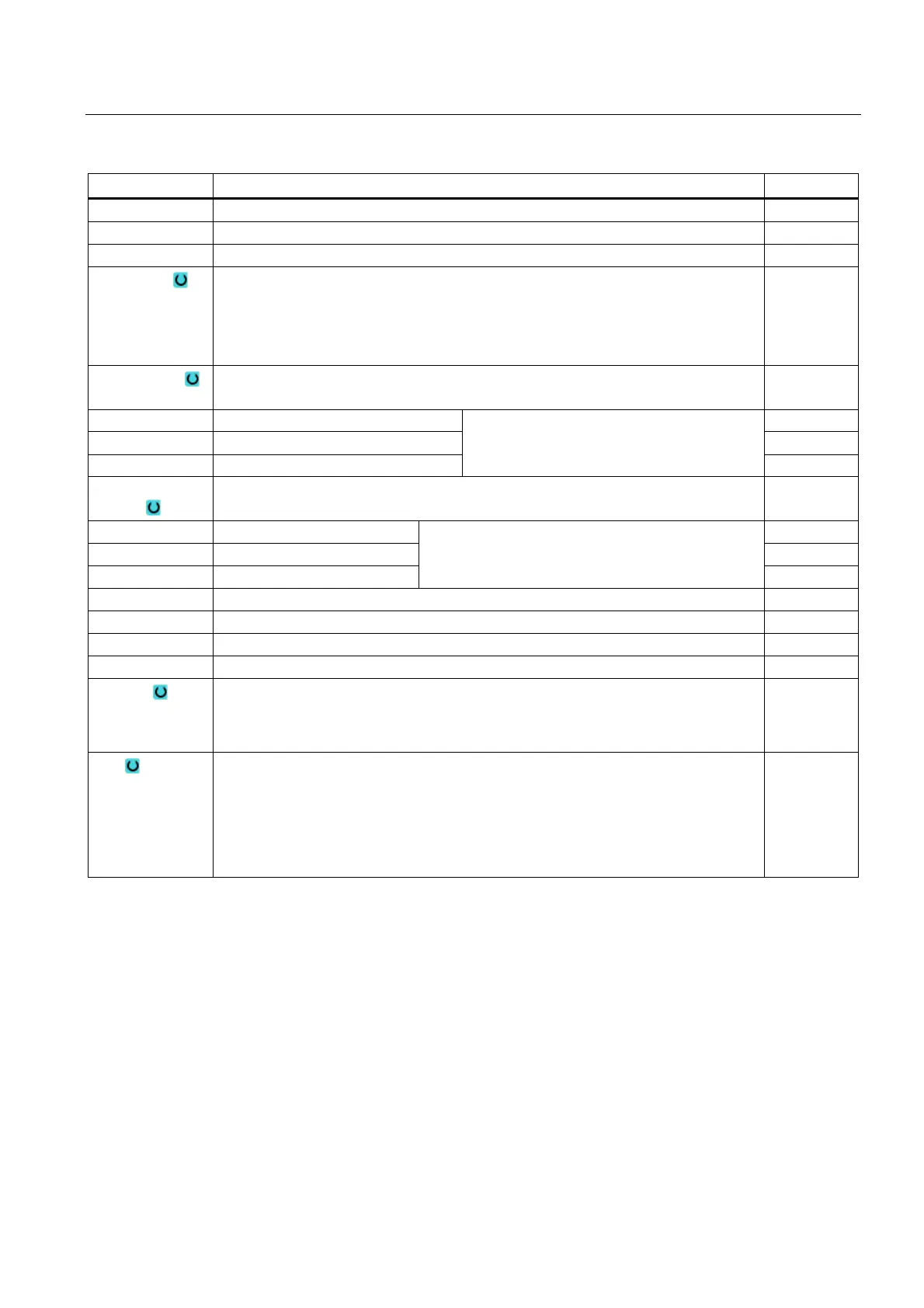
Parameters Description Unit
X0 Reference point for rotation X
Y0 Reference point for rotation Y
Z0 Reference point for rotation Z
Swivel mode
• axis-by-axis: Swivel coordinate system axis-by-axis
• Solid angle: Swivel via solid angle
• Proj. angle: Swiveling via projection angle
• Direct: Position rotary axes directly
Axis sequence Sequence of the axes which are rotated around - (only for axis-by-axis swivel mode)
XYZ or XZY or YXZ or YZX or ZXY or ZYX
X Rotation around X Degrees
Y Rotation around Y Degrees
Z Rotation around Z
- (only for axis sequence)
Degrees
Projection
position
Position of the projection in space - (only for swivel mode, projection angle)
Xα, Yα, Zβ or Yα, Zα, Zβ or Zα, Xα, Zβ
Xα Projection angle Degrees
Yα Projection angle Degrees
Zβ Angle of rotation in the plane
- (only for projection position)
Degrees
Z Angle of rotation in the plane Degrees
X1 Zero point of rotated surface X
Y1 Zero point of rotated surface Y
Z1 Zero point of rotated surface Z
Direction - (only
for G code)
Preferred direction, rotary axis 1 - (not for swivel mode direct)
• +
• -
Tool - (only for
G code)
Tool tip when swiveling
• Follow up
The position of the tool tip is maintained during swiveling.
• No follow up
The position of the tool tip is not maintained during swiveling.