Multi-channel machining (only 840D sl)
9.2 Multi-channel support (only 840D sl)
Turning
538 Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
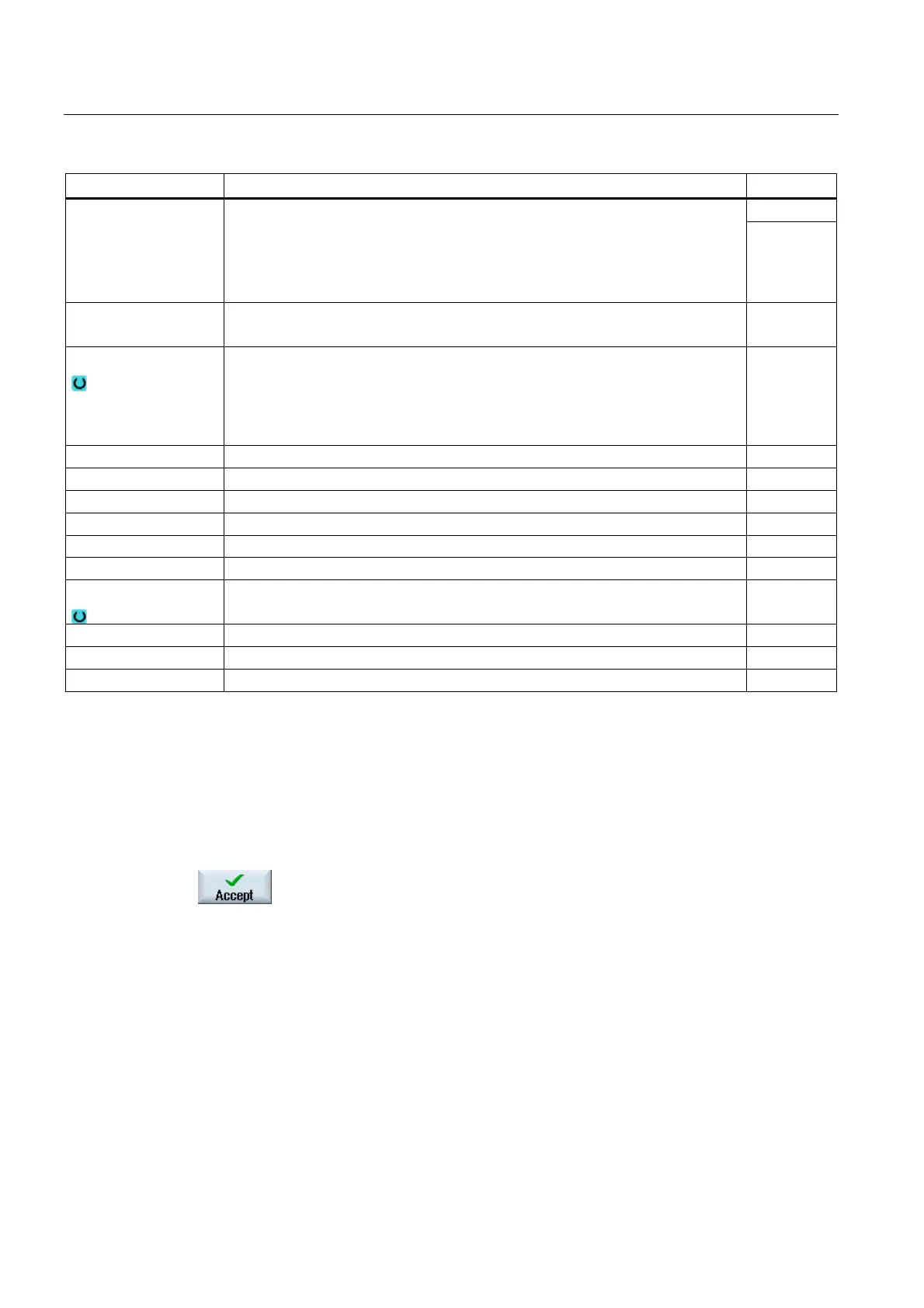
Parameter Description Unit
Write to the
work offset
• Yes
Parameter ZV is displayed
• No
Parameter ZV is not displayed
ZV Z value of the work offset
For G54, the Z value is entered into the work offset.
Blank
• Tube
• Cylinder
• Polygon
• Centered cuboid
ZA Initial dimension mm
ZI Final dimension (abs) or final dimension in relation to ZA (inc) mm
ZB Machining dimension (abs) or machining dimension in relation to ZA (inc) mm
XA Outside diameter – (only for tube and cylinder) mm
XI Inside diameter (abs) or wall thickness (inc) – (only for tube) mm
N Number of edges – (only for polygon)
SW or L
Width across flats or edge length – (only for polygon) mm
W Width of the blank - (only for centered cuboid) mm
L Length of the blank - (only for centered cuboid) mm
S Speed limitation of the counterspindle rev/min
Procedure
1. You have created programs for the multi-channel machining in
the job list and the parameter screen "multi-channel data" is open
in the editor.
2. Enter the data for the cross-channel data.
3. Press the "Accept" softkey.
The multi-channel editor is opened and displays the programs
that have been created.
The cursor is positioned on an empty line before the cycle for the
job list (CYCLE208). This means that you have the option to
enter initializations for the G code program that are immediately
required.