Tool management
11.5 Tool list
Turning
590 Operating Manual, 03/2013, 6FC5398-8CP40-3BA1
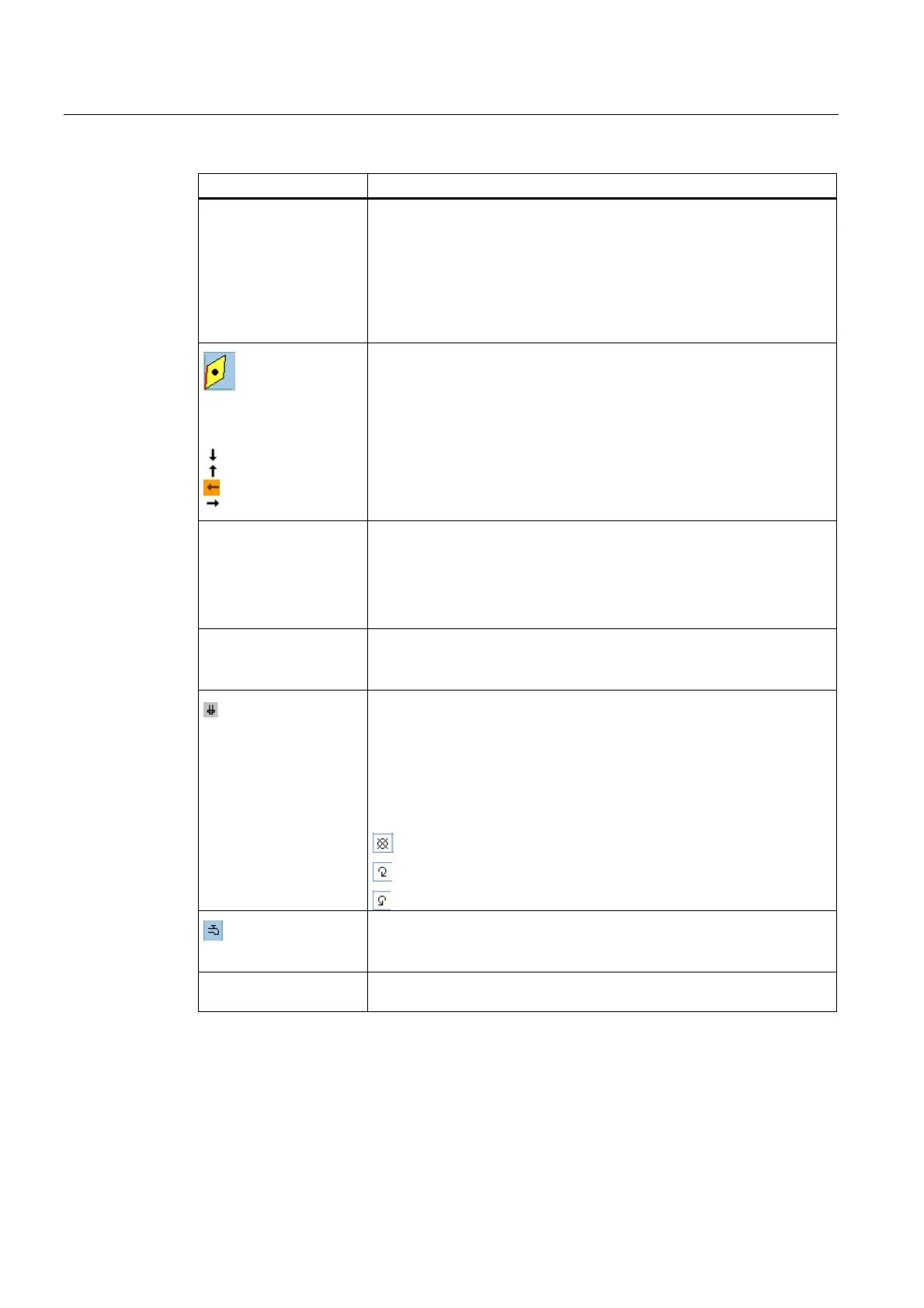
Column heading Meaning
Width/
Tip width/
Tip angle /
Pitch
Drilling radius
Cutting edge for Type 150 - side milling cutter and Type 151 - saw
Tip width for Type 520 - plunge cutter and Type 530 - cut-off tool
Tip angle for Type 200 – twist drill and Type 220 – centering tool and
Type 230 – countersink
Pitch for Type 240 - tap
Drilling radius for Type 560 - rotary drill. Holder angle and cutting tip angle
are fixed.
Cutting edge graphic
The cutting edge graphic shows the positioning defined by the holder
angle, cut direction and cutting tip angle.
Holder angle for Type 500 - rougher and Type 510 - finisher.
The reference direction for the holder angle specifies the cut direction.
In addition to the holder angle, the cutting tip angle is also specified.
N Number of teeth for Type 110 - ball end mill for cylindrical die-sinking
cutter, Type 111 - ball end mill for tapered die-sinking cutter, Type 120 -
end mill, Type 121 - end mill with corner rounding, Type 130 - angle head
cutter, Type 140 - facing tool, Type 150 - side mill, Type 155 - bevel
cutter, Type 156 - bevel cutter with corner rounding, and Type 157 -
tapered die-sinking cutter.
Tip length Tip length of a cutting tool or grooving cutter
The tip length is required for displaying the tools during the simulation of
the program processing.
Direction of spindle rotation
The direction of the spindle’s rotation is relative to the tool spindle for
powered tools (drilling and milling machines) and to the main or counter-
spindle for turning tools.
If you are using a drilling or milling machine for "Drilling centric" or
"Thread centric", the specified direction of rotation is relative to the cutting
direction of the tool. The main spindle then rotates to match the tool.
Spindle is not switched on
CW spindle rotation
CCW spindle rotation
Coolant 1 and 2 (e.g. internal and external cooling) can be switched on
and off.
The coolant infeed at the machine does not necessarily have to be set-up.
M1 - M4 Other tool-specific functions such as additional coolant infeed, monitoring
functions for speed, tool breakage, etc.