DMTA-10040-01EN, Rev. E, February 2018
Chapter 5146
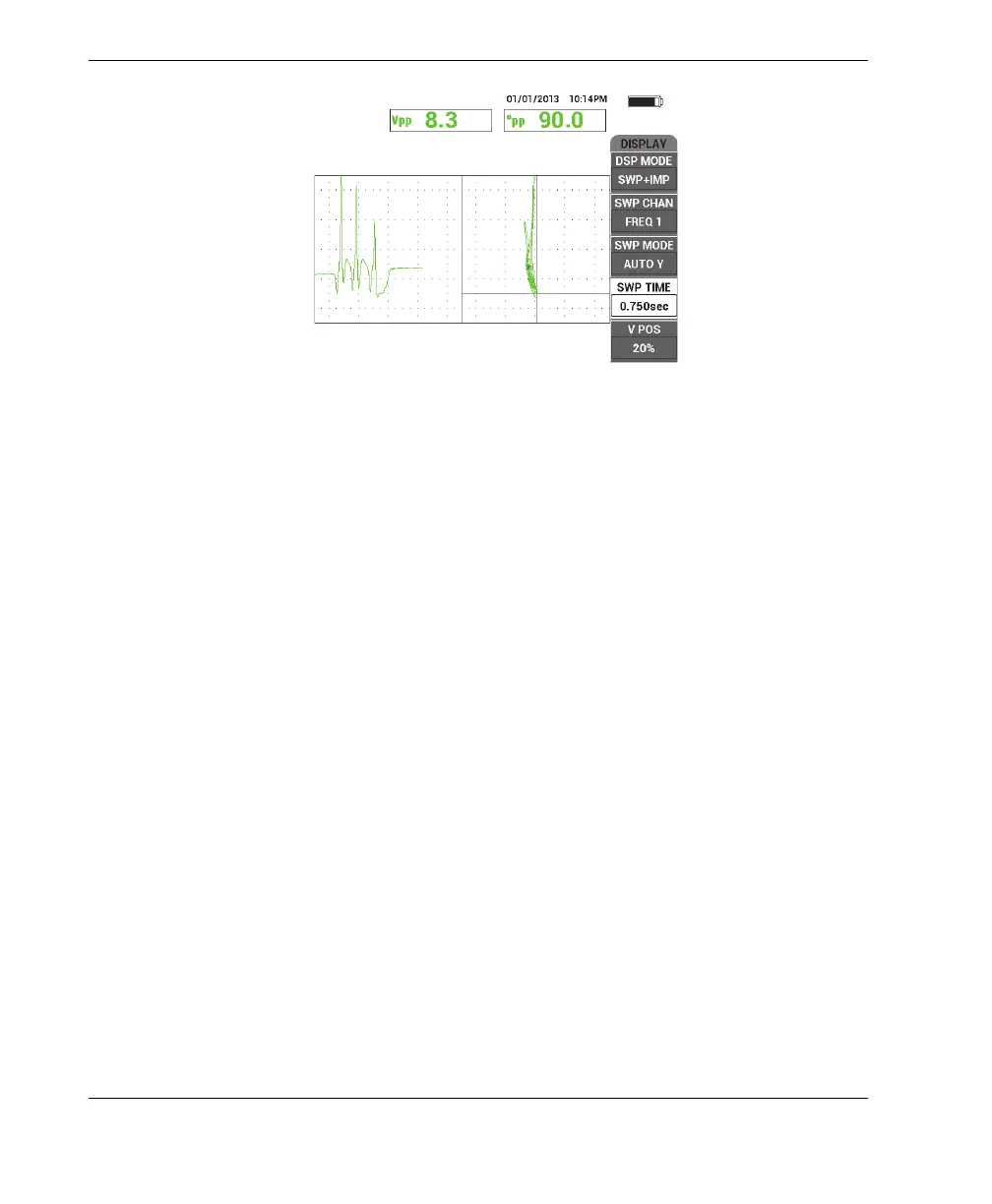
Figure 5‑37 The default display of maximum signal amplitude and signal angle
To inspect an actual part (recommended procedure)
1. Check the paint thickness on the part you are inspecting, and calibrate the weld
probe using the proper shim thickness that corresponds with the measured paint
thickness.
2. Inspect the heat affected zone, the toe of the weld, and the weld cap following the
scanning motions shown in Figure 5-38 on page 147.