January 2012 6.16 The Control Loop 903
The parameter object CfgAxisAnalog is not required for:
Virtual axes (MP_axisMode = Virtual)
Axes that are for display only (MP_axisMode = Display)
Digital axes MP_axisHW = CC or None)
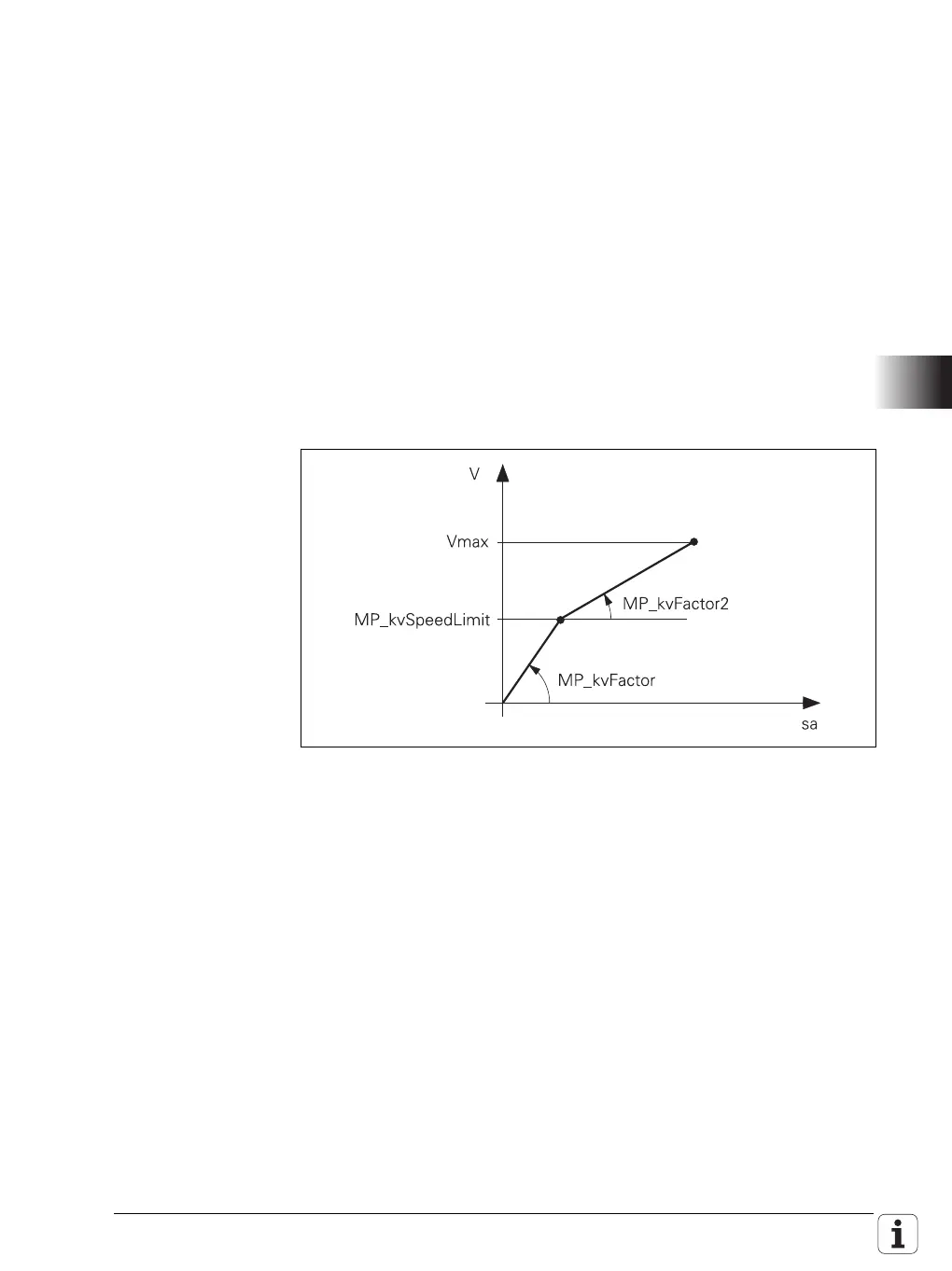
Characteristic curve
kink point (only for
analog axes)
For machines with high rapid traverse, you can not increase the k
v
factor
enough for an optimum control response to result over the entire velocity
range (from standstill to rapid traverse).
In this case, define a characteristic curve kink point, which has the following
advantages:
High k
v
factor in the low range
Low k
v
factor in the upper range (beyond the machining velocity range)
Define the position of the kink point in MP_kvSpeedLimit.
In MP_kvFactor2, enter the k
v
factor for the upper range.
sa: Following error
The characteristic curve kink point must lie above the tool feed rate!
MP_kvFactor2
Proportional component of position controller above
MP_kvSpeedLimit
Available from NCK software version: 597 110-01.
Format: Numerical value
Input: 0.000 000 000 to 1000 [1/s]
Default: 0 [1/s]
Access: LEVEL3
Reaction: RUN
MP_kvSpeedLimit
Limit velocity for MP_kvFactor2
Available from NCK software version: 597 110-01.
Format: Numerical value
Input: 0.000 000 000 to 36 000 000 [mm/min]
Default: 0.0 [mm/min]
Access: LEVEL3
Reaction: RUN

 Loading...
Loading...





