January 2012 6.3 Configuration of Axes 643
6.3.5 Manually operated axis (counter axis)
An open-loop axis has a position encoder for determining and displaying the
current position value. There is no nominal value output for the axis. The target
position is set by the machine operator manually (e.g. via mechanical
handwheels).
An open-loop axis can be programmed together with closed-loop axes in an
NC program. When an NC block with an open-loop axis is reached during
machining, a dialog window appears, prompting the machine operator to
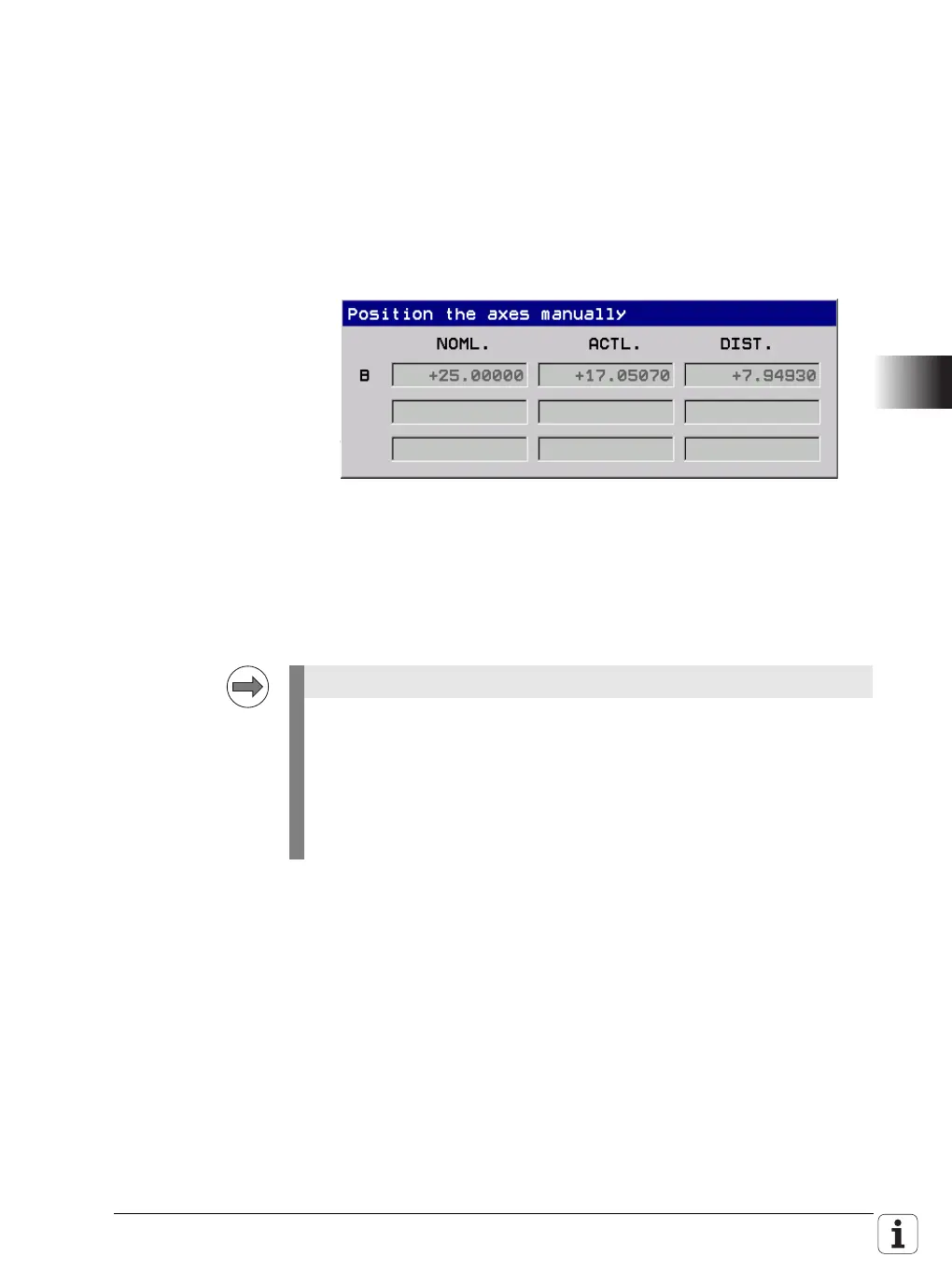
traverse the axis to the nominal coordinates:
The dialog window shows the nominal and actual position, as well as the
distance-to-go, in axis coordinates. The MANUALplus 620 automatically
triggers an NC STOP when opening the window. The axis must now be
traversed by the machine operator until the target has been reached, taking
into account the positioning window defined under MP_posTolerance. The
MANUALplus 620 then automatically closes the dialog window. Machining of
the NC program is continued with NC START.
If an open-loop axis is programmed together with closed-loop axes in an NC
block, then the open-loop axis does not have to be traversed to the target
position immediately upon appearance of the dialog window. For example,
you can first retract the open-loop axis, then position the controlled axes
with the NC START key, and then finish positioning the open-loop axis. The
dialog window then disappears. Press NC START again to continue the NC
program.

 Loading...
Loading...





