1436 HEIDENHAIN Technical Manual MANUALplus 620
C axis with
separate drive
The standard configuration features two spindles (workpiece spindle S1 and
tool spindle S2). The C axis with separate drive is realized via spindle 4 (S4).
Spindle S3 must be configured additionally to spindle S4. The parameters
already exist in the axis data (PS3_0, PS4_0 and PS4_C1). Spindle S3 is marked
as inactive in the axisMode parameter in the CfgAxis entity.
Make the following changes to active the C axis with separate drive via spindle
S4:
Insert spindles S3 and S4 in the axisList and spindleIndices lists under
CfgAxes.
Assign the separate spindle (S4) to the C axis (C1) in MP_relatedAxis
In addition, assign the workpiece spindle (S1) to the C axis in
MP_relatedWpSpindle.
Please note that, if the same position encoder is used for the main spindle
and the C axis, the operation of a separately driven C axis along with the
use of a CC 61xx is not possible until the beginning of 2012. Contact
HEIDENHAIN if you need this feature before the above mentioned date.
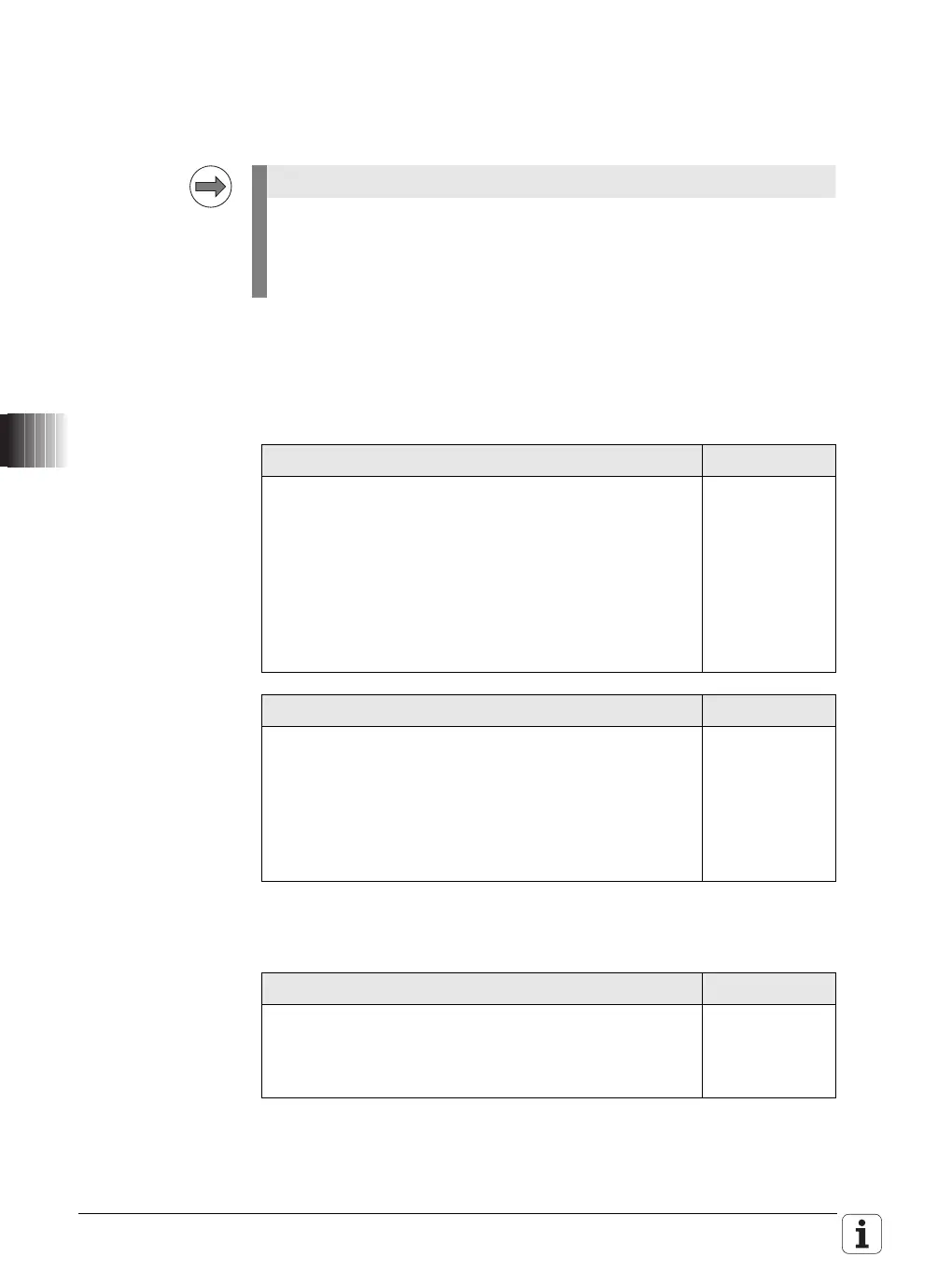
Settings in the configuration editor MP number
System
CfgAxes
axisList
[0]: X1
[1]: Z1
[2]: S1
[3]: S2
[4]: S3
[5]: S4
100001
Settings in the configuration editor MP number
System
CfgAxes
spindleIndices
[0]: S1
[1]: S2
[2]: S3
[3]: S4
100002
Settings in the configuration editor MP number
Axes
CfgProgAxis
[Key name of the C axis]
relatedAxis: S4 300005

 Loading...
Loading...





