11 CAUSES AND ACTIONS FOR ERRORS AND FAILURES CCW-R-2**B INSTRUCTION MANUAL
11-18
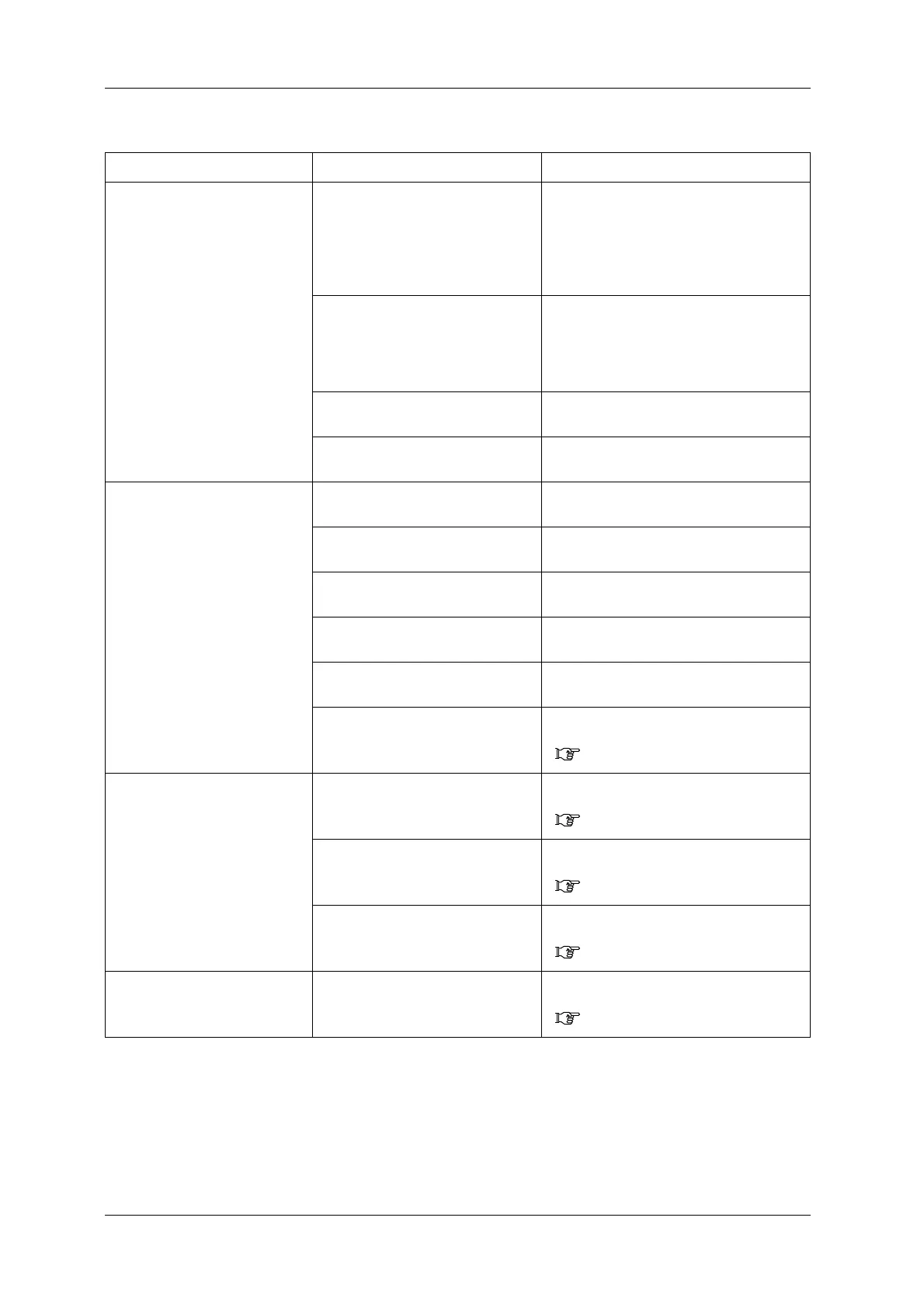
Underweight occurs frequently. The amount of product supplied to a
hopper is insufficient.
• If 6-9 heads are selected for combination, the
amount of supplied product is insufficient. In
this case, increase the feeder amplitude or
time.
• Increase the set value of the dispersion
weight.
The amount of product supplied to the
dispersion unit is insufficient.
• Increase the amount of products supplied
from the infeed conveyor and raise the
position of the infeed control phototube in
order to prevent the shortage of the product
supply.
Affected by vibration. • Reinforce the scaffold.
• Increase the compensation value.
The speed is too high. • The set speed is too high for the product type
and volume. Decrease the speed.
The weight of the product is
significantly different from the
displayed weight.
The products are spilling from the
hopper.
• Clean the hopper.
The weigh hoppers make contact with
an object.
• Adjust the open/close timing of the hopper
(PH, WH).
A product is stuck to the chute or the
hopper.
• Eliminate the object.
• Clean the chute and the hopper.
Improper interlock timing with the
packer.
• Adjust the timing.
The products pass through the hopper. • Check the hopper timing adjustment set at the
remote control unit.
The setting of the head specification
switch on the DUC board is incorrect.
• Contact the distributor or Ishida customer
support.
Table 11-12
The feeder does not operate. The fuse is blown. • Contact the distributor or Ishida customer
support.
Table 11-12
Board malfunction. • Contact the distributor or Ishida customer
support.
Table 11-12
KM01 (electromagnetic contactor) is
not operating.
• Contact the distributor or Ishida customer
support.
Table 11-12
The line of a part or the entire
display lights up or goes out.
LCD unit malfunction. • Contact the distributor or Ishida customer
support.
Table 11-12
Table 11-10 Failure and Malfunction List (Continued)
Status Cause Action
 Loading...
Loading...
