Engine
SHOP MANUAL
Ch 1 page 143
200 Nm +90°
90°
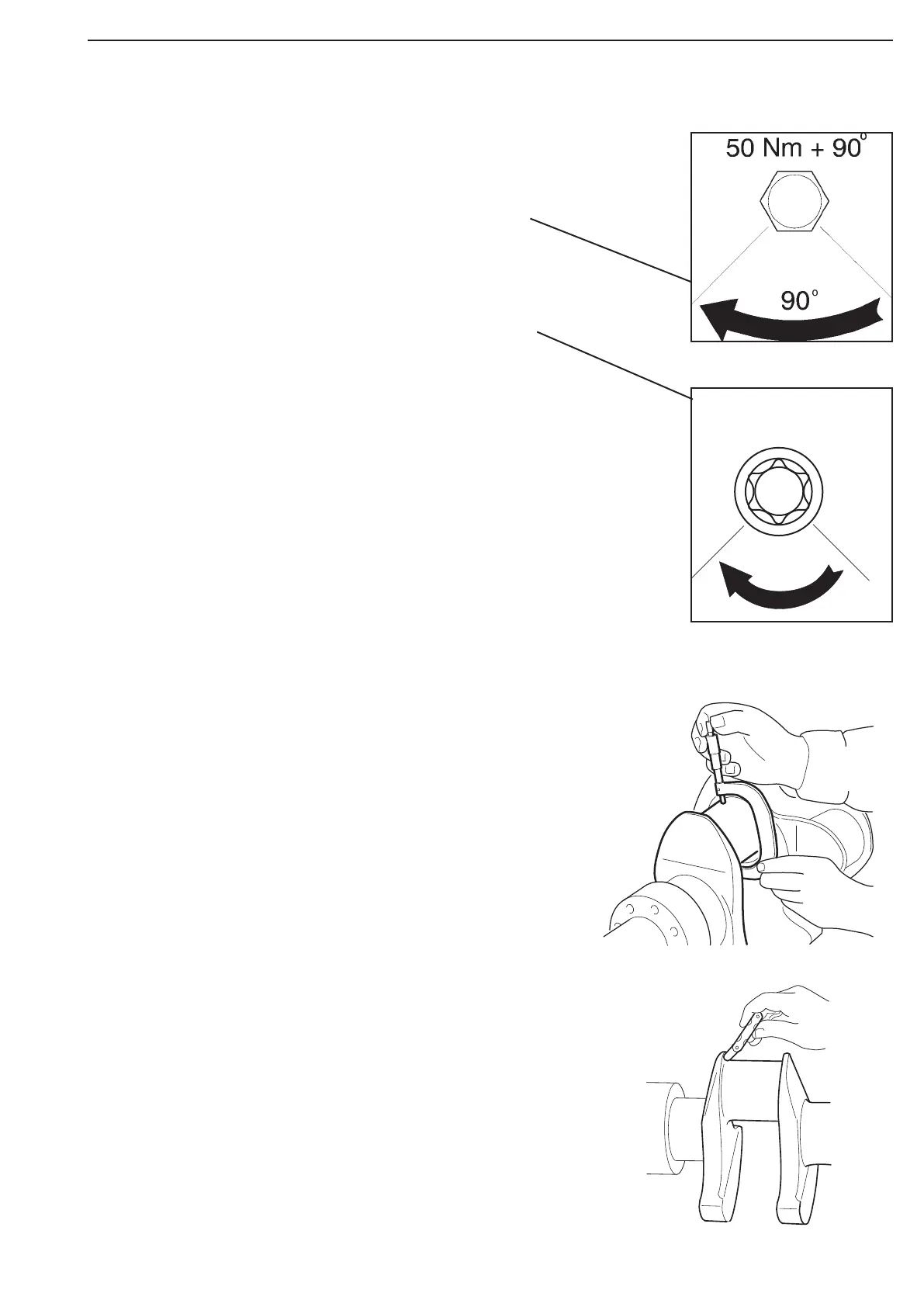
Figure 284
Figure 285
NOTE the machine serial number!
5.
Machine 810001 - 810108
Tighten the bearing cap bolts to 50 Nm
+ 90°.
5.
Machine 810109 (Tier3) -
Tighten the bearing cap bolts to 200 Nm
+ 90°.
6. Fit the pistons with connecting rods as
described in Fitting the connecting rod and
piston.
7. Fit the oil pump, oil suction pipe with strainer
and the oil sump.
8. Renew the seal in the front cover. Fit the
spacing sleeve on the crankshaft journal. Fit
the driver and crankshaft damper.
See Belt transmission, Renewing the seal in
the front cover.
9. Fit the crankshaft gear as described in
Crankshaft gear, fitting.
1. Measure the diameter of the crankshaft bearing journal using
a micrometer. Measure at several points around the bearing
journal.
If any of these diameters is lower than the minimum indicated
limit, regrinding of the crankshaft should be considered. Refer
to the dimensions under the tab “Specification”.
Oil pressure should also be checked, as it is affected by such
factors as wear in the main bearings and connecting rod bear-
ings.
2. When regrinding, keep to the undersizes indicated in the
“Specification” tab. Suitable bearings are available for these
sizes.
It is important that the fillet radius of the bearing journals is
correct. Use a template to check fillet radius.
Adjust - Machining the crankshaft
Figure 287
Figure 286