(b) Install the crimp head.
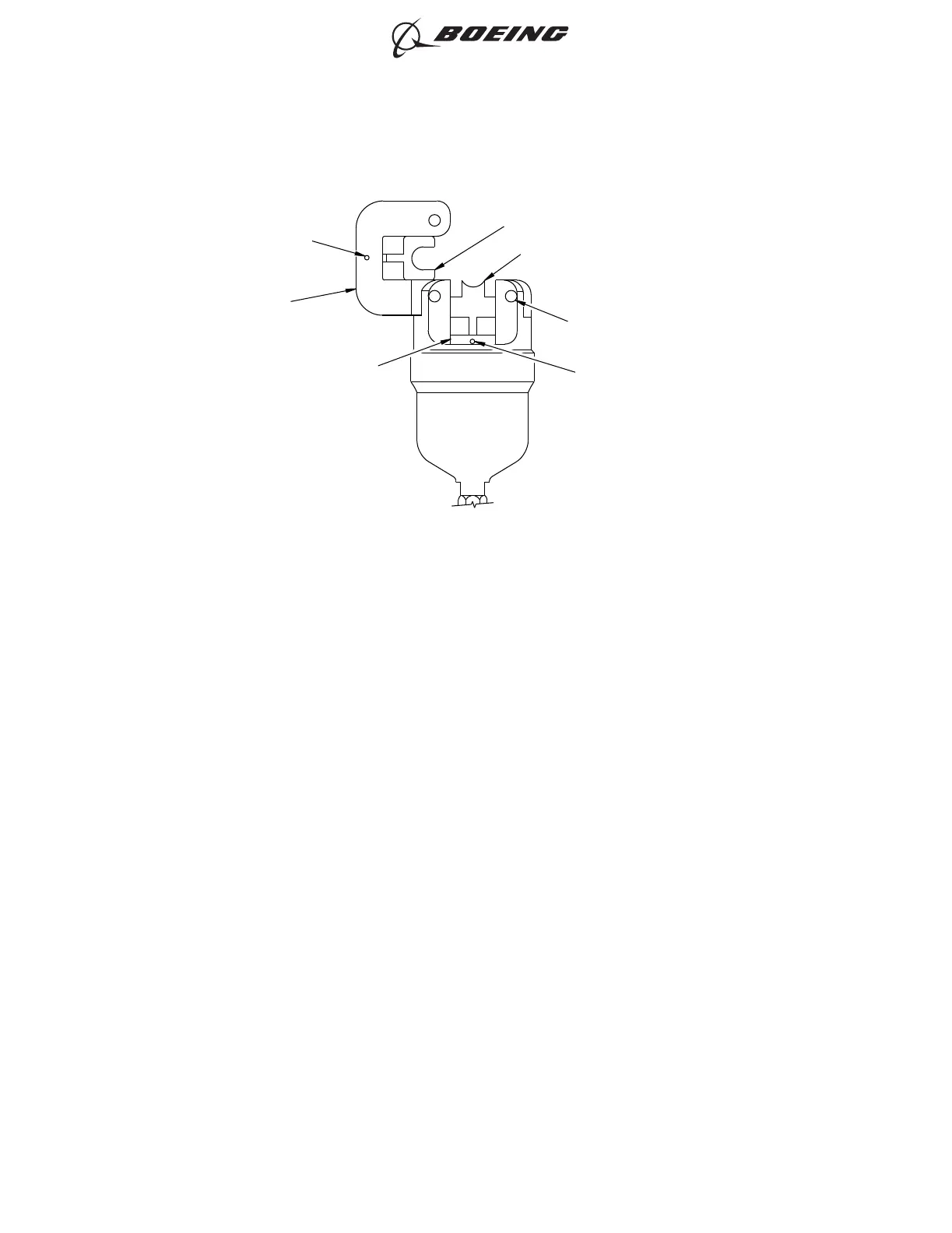
(c) Remove the latch pin and open the yoke on the crimp head.
(d) Loosen the yoke setscrew.
(e) Put the stationary upper die into the well of the yoke.
Make sure that the alignment dot on the front face of the die is on the same side as the yoke
setscrew.
Tighten the yoke setscrew.
(f) Start the power unit to move the piston approximately 0.5 inch until the ram setscrew can be
seen.
(g) Loosen the ram setscrew.
(h) Put the moving lower die in the ram well.
Make sure that:
1) The alignment dot on the front face of the die is on the same side as the ram setscrew
2) The shanks on the moving and the stationary dies are offset from the same surface.
(i) Tighten the ram setscrew.
(j) Close the yoke and install the latch pin.
(k) Slowly close the dies.
Make sure that the dies are correctly aligned.
YOKE SETSCREW
YOKE
STATIONARY DIE
MOVING DIE
LATCH PIN REMOVED
RAM SETSCREW
RAM PISTON
2528880 S0000597279_V1
Installation of the Dies in the Crimp Tool Head
Figure 18
ASSEMBLY OF BACT12BC TE ALUMINUM TERMINALS
707, 727-787
STANDARD WIRING PRACTICES MANUAL
20-30-08
Page 15
Oct 15/2017D6-54446
ECCN 9E991 BOEING PROPRIETARY - See title page for details