(m) If the crimp area has flash that is caused by the crimp operation:
1) Make a selection of a file from Table 7/Necessary Tools.
2) Remove the flash with the file.
Make sure that the width of the filed area is not more than 0.125 inch.
3) Remove the filings from the assembly.
(n) If the crimp area has flaked plating that is caused by the crimp operation, remove the flaked
plating.
(4) Insulation of the Terminal Lug Assembly - Heat Shrinkable Sleeve
(a) Make a selection of these materials from Table 1/Terminal Lug Assembly Materials.
1) A wiper.
2) A solvent.
(b) Clean the terminal lug and a minimum of 2 inches of the wire insulation from the end of the
crimp barrel of the terminal lug.
(c) Dry the cleaned area with a wiper.
(d) Push the sleeve forward until the forward end of the sleeve is aligned with the rear end of
the tongue of the terminal lug. Refer to Figure 10.
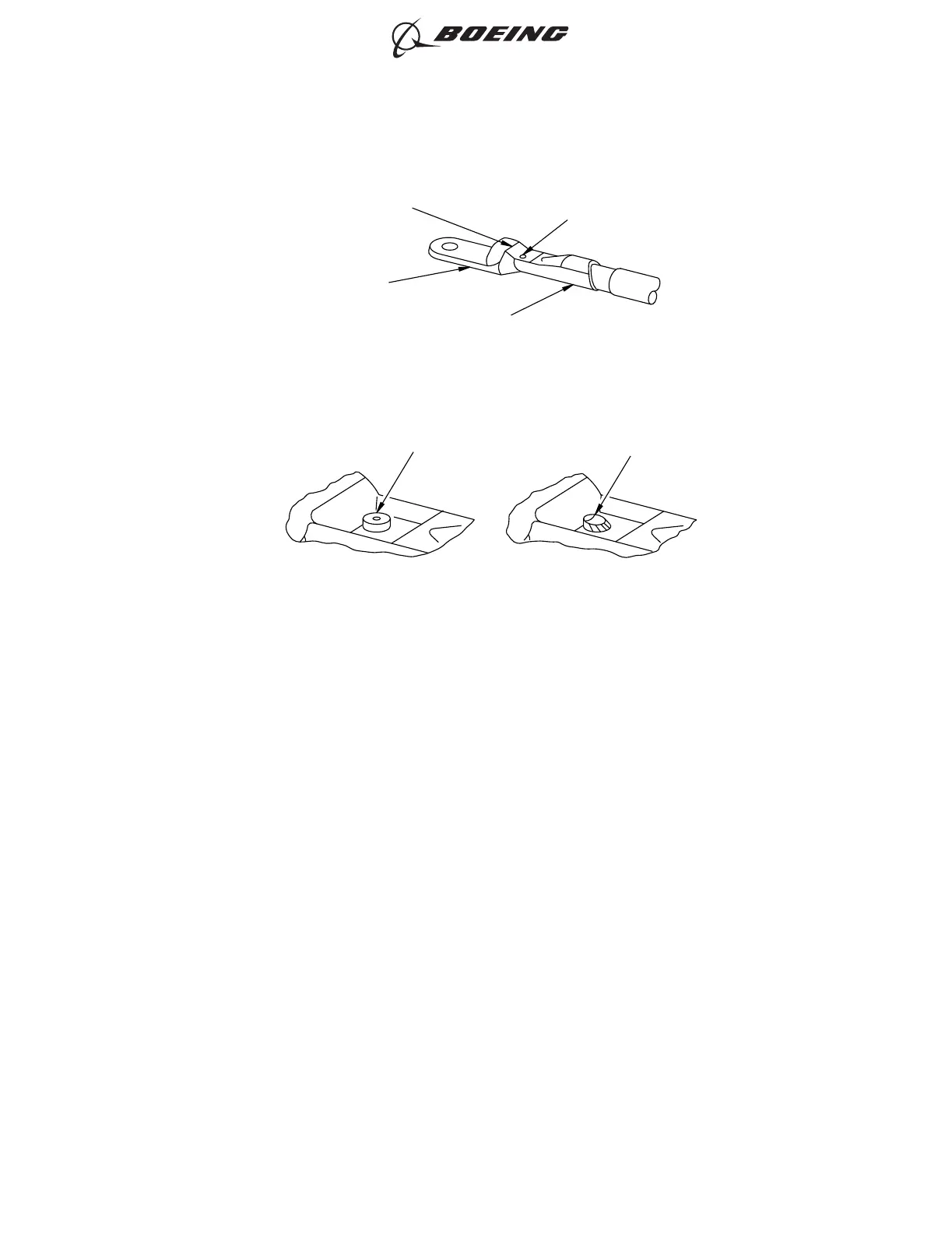
CERTIFICATION
MARK
INDENT AREA
TONGUE
CRIMP BARREL
2528867 S0000597225_V1
Location of the Certification Mark
Figure 8
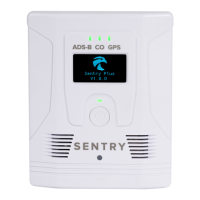
PAP
PAP
SATISFACTORY UNSATISFACTORY
2528868 S0000597226_V1
Formation of the Certification Mark in the Indent Area
Figure 9
ASSEMBLY OF BACT12BC TE ALUMINUM TERMINALS
707, 727-787
STANDARD WIRING PRACTICES MANUAL
20-30-08
Page 9
Oct 15/2017D6-54446
ECCN 9E991 BOEING PROPRIETARY - See title page for details