9 Arc Welding Application
9.2 General Descriptions of Instructions and Functions
9-4
149235-1CD
RE-CSO-A031
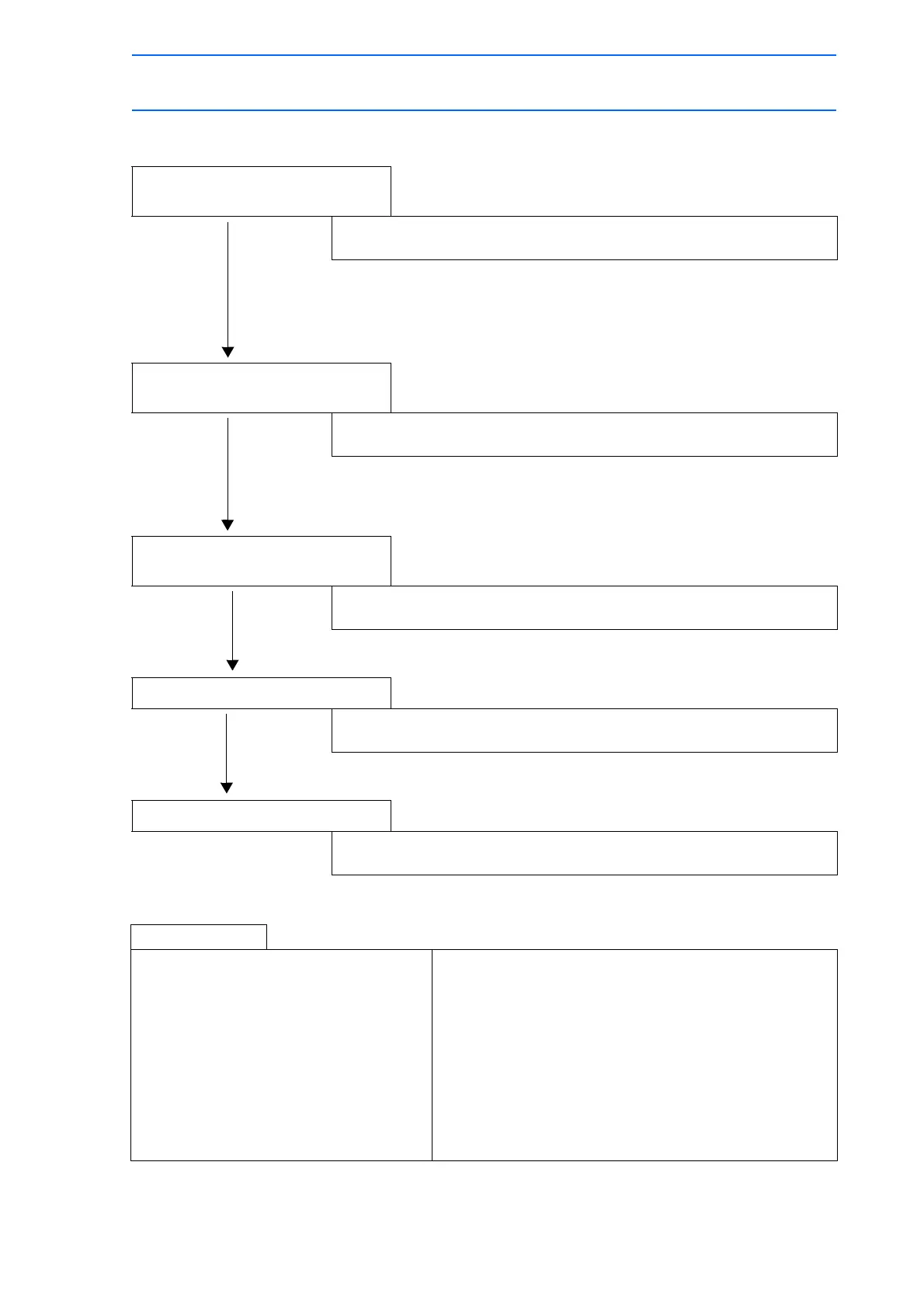
Operating procedure is as follows:
C re at i ng a J o b
(Teaching a Welding Line)
Perform the manipulator welding teaching operation. (Refer to the
reference job.)
Setting Welding Conditions
(Registering Work Instruction)
Set the welding conditions (current value, voltage value, welding speed)
for the object workpiece.
Check Operation
(Operation in the Check Mode)
Confirm the manipulator operation in the check mode (welding is not
performed).
Fine Control of Welding Condition
Execute welding, and perform the fine control of the welding condition
from the bead externals.
Production (Automatic Drive)
The teaching operation is completed. Actual production using the
manipulator is performed.
Reference Job
NOP
MOVJ VJ=10.00
MOVJ VJ=80.00
MOVL V=800
ARCON AC=200 AVP=100
MOVL V=50
ARCOF AEF#(1)
MOVL V=800
MOVJ VJ=50.00
END
Moves to the taught position (welding start point) using
linear interpolation. Speed units: cm/min.
Turns ON the arc start signal to the Power Source.
Specifies welding current: 200A, welding voltage: 100%.
Moves to the taught position (welding end point) using
linear interpolation. Speed units: cm/min.
Turns OFF the arc start signal to the Power Source.

 Loading...
Loading...