9 Arc Welding Application
9.12 Power Source Condition File
9-94
149235-1CD
RE-CSO-A031
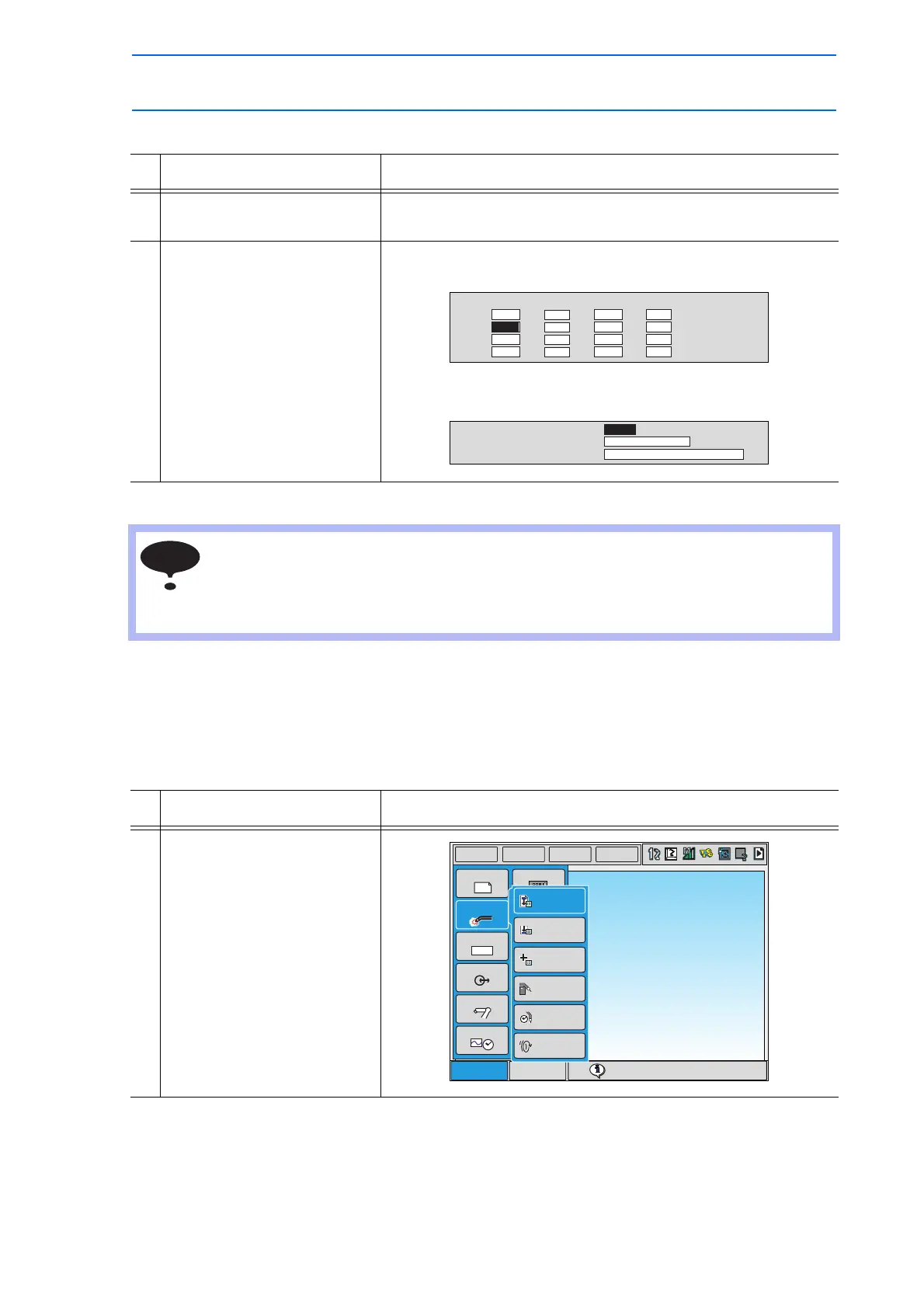
Editing “ADJ,” “REF,” or “MEASURE”
Registering the Power Source Condition File Data
Other than the 24 types of initial value data Yaskawa has provided, there are 4 types of Power Source
condition files that the user can be registered. The data partially modified using the initial value file can
also be registered.
Operation Explanation
1 Select {ADJ}, {REF}, or
{MEASURE}.
2 Input the number using the
Numeric keys.
When some data is modified, the SETTING status is changed to
“NONE.”
After the modification, move the cursor to “SETTING” and press
[SELECT] to complete (save) the setting.
Notes on Power Source Data Condition File Modification:
When changing “POWER SUPPLY” in Power Source condition file, the welding condition
files (Arc Start Condition File, Arc End Condition File, and Arc Auxiliary Condition File) are
formatted.
Operation Explanation
1 Select {ARC WELDING} under
the main menu.
50
99
100
101
0.00
7.20
7.50
7.80
30
62
94
286
01
02
03
04
NO. REF.(V) MEASURE (A) REF.(V) MEASURE (%)
0.00
1.35
2.70
10.80
SETTING
POWER SOURCE NAME
COMM.
: DONE
: MOTOWELD-E350
: STC CONTROL NONE
JOB
EDIT
DISPLAY
UTILITY
Main Menu ShortCut
Set tool mass data
JOB
DOUT
MOVE
END
IN/OUT
In Out
SYSTEM INFO
VARIABLE
B001
ROBOT
PARAMETER
WEAVING
ARC END COND.
POWER SOURCE
COND.
ARC WELD DIAG.
ARC START COND.
ARC AUX COND.
ARC WELDING

 Loading...
Loading...