9 Arc Welding Application
9.11 Weaving Condition File
9-75
149235-1CD
RE-CSO-A031
Set one of the following timer modes:
WEAV STOP : Weaving stops but manipulator moves.
ROBOT STOP : Manipulator stops.
MOTION TIME
If “SPEED TYPE” is set to “MOTION TIME,” the weaving time specified here determines the
moving speed in each of the weaving sections.
STOP TIMER
Specifies the timer to determine weaving stop or manipulator stop for each section.
HOVER WEAVING COND. (option)
• SET (ON/OFF)
Specifies whether hover weaving is used or not.
• TIMER
Finishes hover weaving when this timer specified here expires.
• INPUT SIGNAL
Finishes hover weaving when the set input signal is input.
Reference Job
NOP
MOVJ VJ=10.00
MOVJ VJ=25.00
REFP 3
ARCON ASF#(1)
WVON WEV#(1)
MOVL V=60
WVOF
ARCOF
MOVJ VJ=25.00
MOVJ VJ=25.00
END
Welding start point.
Reference point for defining the direction of travel.
*Teaching by interpolation instruction, not by joint
interpolation.
The same point with the welding start point.
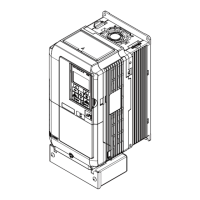
In hover weaving, the start and end points are the same. Therefore, the weaving vector
cannot be determined. For this reason, the user needs to register a reference point
(REFP 3) to define the direction of travel.
WEAV STOP: Weaving stops but manipulator moves.
ROBOT STOP: Manipulator pauses.

 Loading...
Loading...