2-103MACHINE OPERATIONS OPERACIONES DE MECANIZADO
7-4 G01 Chamfering and Rounding Functions
G01 Funciones de achaflanado y redondeado
It is possible to chamfer or round a corner, formed by
straight lines specified by the commands in two
blocks, at any angle or radius.
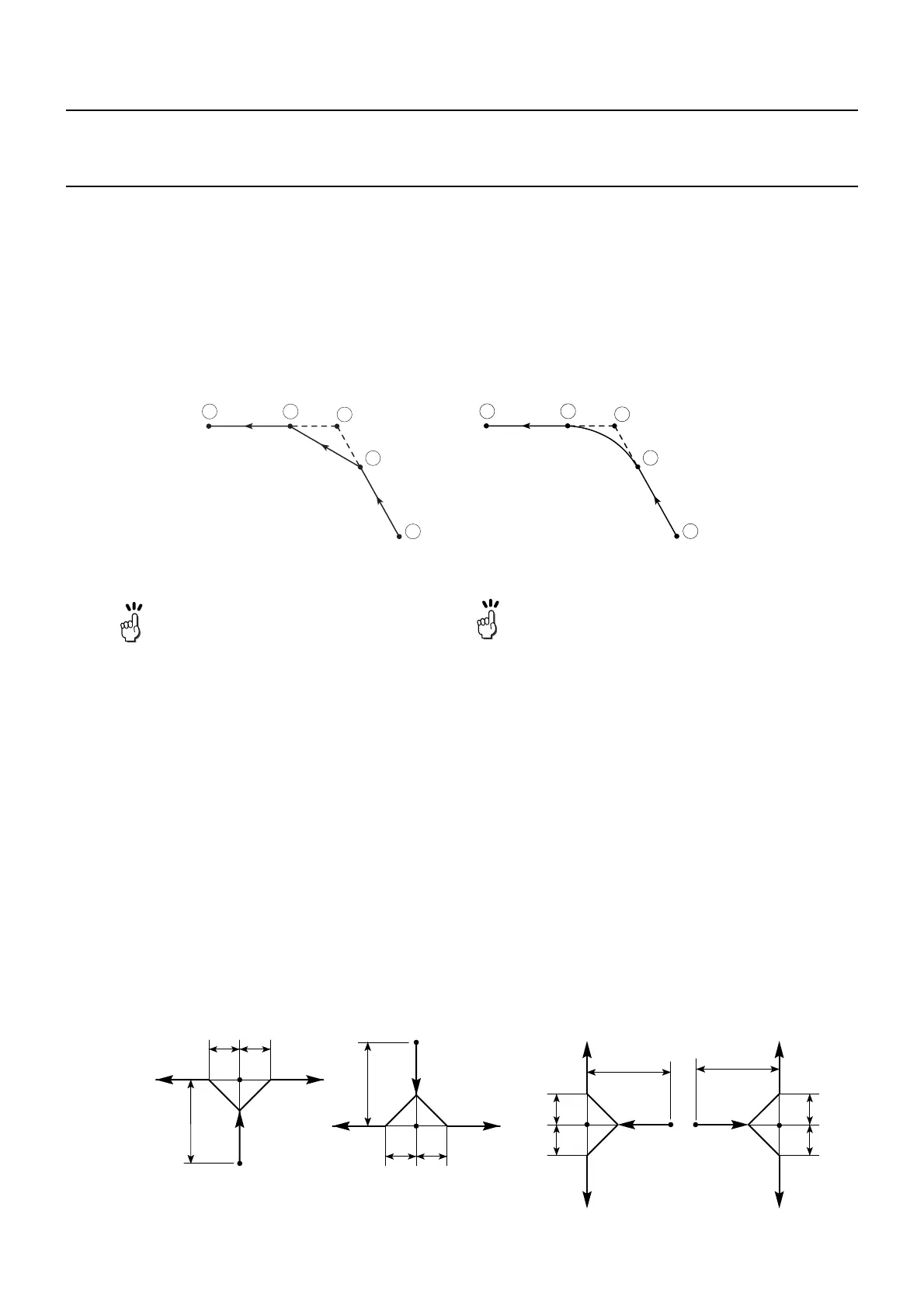
To chamfer or round corners, tool paths must be writ-
ten to define the required shape as points 1 → 2 → 4
→ 5 as in the diagram below.
However, chamfering or rounding is possible by sim-
ply defining the shape as points 1 → 3 → 5 when the
chamfering or rounding function is used.
The feedrate for chamfering or corner rounding can
be specified by using an E code.
Es posible achaflanar o redondear una esquina, formada por
líneas rectas especificadas mediante las instrucciones de dos
bloques, en cualquier ángulo o radio.
Para achaflanar o redondear esquinas, deberán escribirse las
trayectorias de herramienta para definir la forma requerida
como puntos 1 → 2 → 4 → 5 tal y como se indica en el
siguiente diagrama.
No obstante, el achaflanado o redondeado podrá realizarse
con simplemente definiendo la forma como puntos 1 → 3 → 5
cuando se utiliza la función de achaflanado o de redondeado.
La velocidad de avance para el achaflanado o redondeado
podrá especificarse mediante un código E.
2
3
45
1
2
3
45
1
<Chamfering Function>
<Función de achaflanado>
<Rounding Function>
<Función de redondeado>
Chamfering and rounding accuracy is improved
by specifying a low feedrate for chamfering or
rounding using an E code.
La precisión del achaflanado y del redondeado mejora
especificando una velocidad de avance baja para
achaflanar o redondear mediante un código E.
<Chamfering>
<Achaflanado>
G01 X(U)_ Z(W)_ , C_ F_ E_ ;
• X(U) . . . . . . . . . Specifies the X coordinate value of the
point of intersection when a corner is
formed by two straight lines (point "d" in
the illustration below).
In incremental programming, it specifies
the distance from point "a" to point "d".
Especifica el valor de coordenadas X del punto
de intersección cuando se forma una esquina
mediante dos líneas rectas (punto "d" en la
siguiente ilustración).
Durante la programación incremental, especifica
la distancia del punto "a" al punto "d".
• Z(W) . . . . . . . . Specifies the Z coordinate value of the
point of intersection when a corner is
formed by two straight lines (point "h" in
the illustration below).
In incremental programming, it specifies
the distance from point "e" to point "h".
Especifica el valor de coordenadas Z del punto
de intersección cuando se forma una esquina
mediante dos líneas rectas (punto "h" en la
siguiente ilustración).
En programación incremental, especifica la
distancia del punto "e" al punto "h".
• , C. . . . . . . . . . Specifies the chamfer size ("C" in the
illustration below).
Especifica el tamaño del chaflán ("C" en la
siguiente ilustración).
• F . . . . . . . . . . . Specifies the feedrate in ordinary control. Especifica la velocidad de avance en un mando
ordinario.
• E . . . . . . . . . . . Specifies the feedrate applied for
chamfering.
Especifica la velocidad de avance aplicada para
el achaflanado.
CC
cdc
b
a
a
CC
cd c
b
+Z−Z
−Z+Z
U/2
U/2
e
e
C
C
+X
−X
+X
−X
C
C
h
h
g
g
f
f
g
g
W
W
 Loading...
Loading...