2-248 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
11-2 Tool Wear Offset
Corrección de desgaste de herramienta
If the tool position is offset using the tool geometry
offset data, it is simply the static offsetting. In actual
cutting, dynamic offsetting is also necessary to com-
pensate for deflection of cutting tool and elastic
deformation in mechanical system generated by the
cutting force. In addition, compensation for initial
wear and wear during production of the cutting tools
must also be made. The tool wear offset function is
used for dynamic offsetting to finish the workpiece
within the specified tolerance.
Si la posición de herramienta se corrige usando los datos de
corrección de geometría de la herramienta, será simplemente
una corrección estática. Durante el corte real, la corrección
dinámica será también necesaria para compensar la deflec-
ción de la herramienta de corte y la deformación elástica en el
sistema mecánico generado por la fuerza de corte. Además,
la compensación para el desgaste inicial y el desgaste
durante la producción de las herramientas de corte también
debe llevarse a cabo. La función de corrección de desgaste
de herramienta se usa para la corrección dinámica para aca-
bar la pieza dentro de la tolerancia acabada.
Specifying the tool wear offset (1) Especificación de la corrección de desgaste de
herramienta (1)
The tool wear offset data in the X-axis should
be set in diameters.
NOT A
Los datos de corrección de desgaste de herramienta
del eje X deberán ajustarse en diámetros.
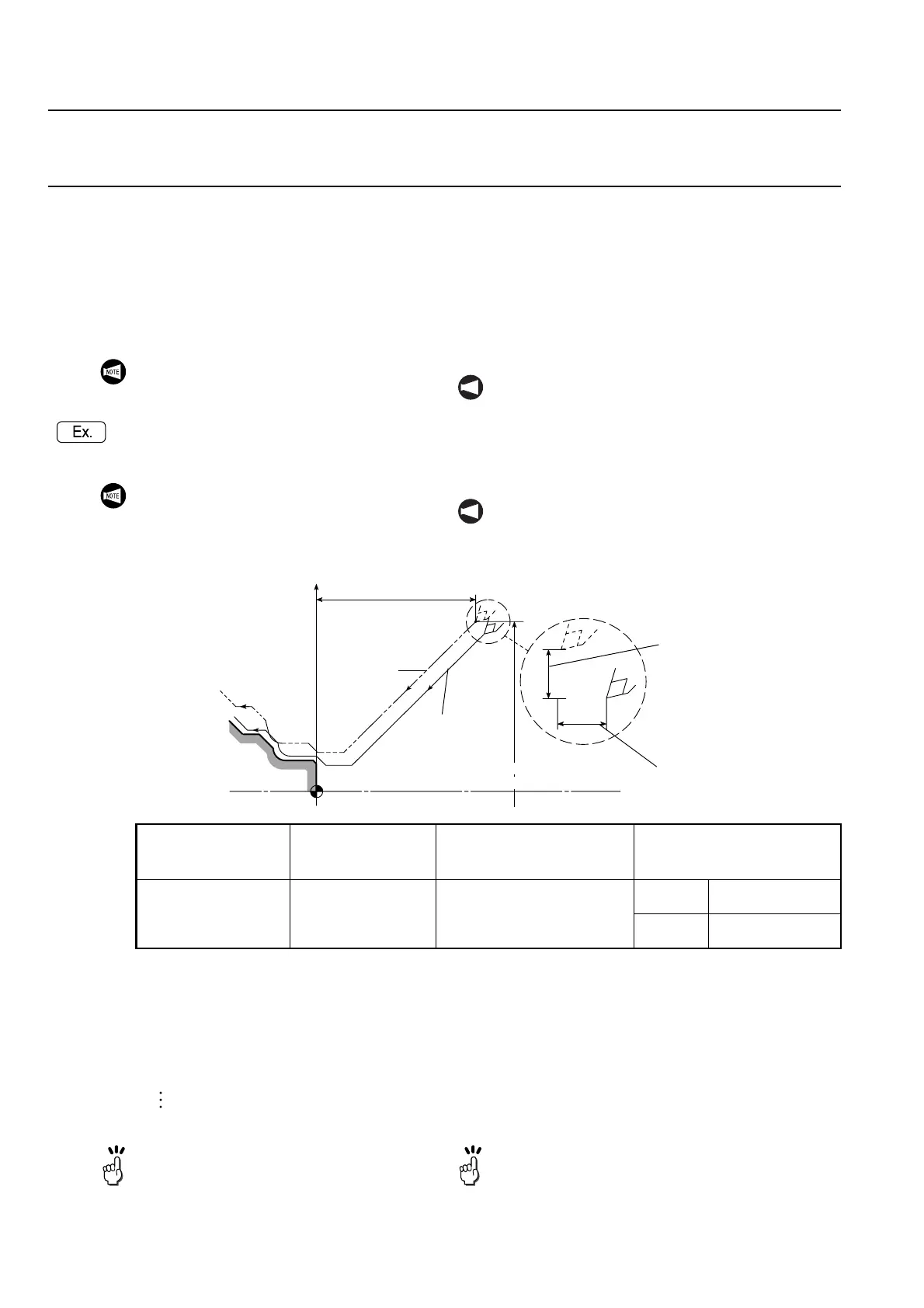
The illustration below shows the tool paths,
before and after offset for tool wear.
NOT A
La siguiente ilustración muestra las trayectorias de la
herramienta, antes y después de corregir el desgaste
de la herramienta.
+X
(0.030)
(−0.060)
Z-Axis Coordinate Value
Valor de coordenadas del eje Z
After Tool Wear Offset
Tras la corrección de
desgaste de herramienta
Before Tool
Wear Offset
Antes de la
corrección de
desgaste de
herramienta
X-Axis Coordinate Data (in Diameter)
Z-Axis Offset Data
Datos de corrección del eje Z
X-Axis Offset Data
Datos de corrección del eje X
Datos de coordenadas del eje (en diámetro)
Tool
Herramienta
Tool No.
N° de herramienta
Tool Wear Offset No.
N° de corrección de
desgaste de herramienta
Tool Wear Offset Data
Datos de corrección del
desgaste de la herramienta
O.D. Cutting Tool
Herramienta de corte
de D.E.
T01
Tool No.1
Herramienta N°1
X
−0.06 mm
−0,06 mm
Z
0.03 mm
0,03 mm
O1;
N1;
G50 S2500;
(O.D.) (D.E.)
G00 T0101; . . . . . . . . . . . .
G96 S120 M03;
M01;
With "T0101" command, the tool
position is offset by the offset data of
tool No. 1 in the TOOL WEAR
OFFSET screen.
Con la instrucción "T0101", la posición de la
herramienta se corrige mediante los datos de
corrección de la herramienta N°1 en la pantalla
CORRECCIÓN DESGASTE DE HRRTA.
The same procedure is used for other tools. In
a program, only the tool wear offset number is
specified in a T command. The actual offset
data to be input must be found by the operator.
Deberá seguirse el mismo procedimiento para las
demás herramientas. En un programa sólo se
especificará el número de corrección del desgaste de
la herramienta en una instrucción T. Los datos de
corrección reales que deberán introducirse deberán
ser determinados por el operador.
 Loading...
Loading...