2-372 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
18-6-1 Infeed Mode
Modo de avance
In the G76 cycle, the depth of cut in the nth thread
cutting path is as below.
Qn = Q
As the thread cutting cycle is repeated, the depth of
cut reduces. It is possible to clamp the depth of cut
at a certain value (δ set in the NC) by setting the
parameter as "#1222 bit 4 = 1".
Value δ may be set in the NC by specifying the com-
mand below in the standard format.
G76 P(1)
Q δ (internal setting value) R(1);
Once set, value δ remains valid even after the com-
mand format is changed to the F15 format.
The setting is made invalid by returning the parame-
ter setting as "#1222 bit 4 = 0".
En el ciclo G76, la profundidad de corte en la trayectoria del
fileteado n es la que se indica a continuación.
Qn = Q
A medida que se repite el ciclo de corte, se reduce la profundi-
dad del corte. Será posible bloquear la profundidad de corte a
un valor determinado (δ ajustado en el CN) ajustando el pará-
metro como "#1222 bit 4 = 1".
El valor δ podrá ajustarse en el CN especificando la siguiente
instrucción en formato estándar.
G76 P(1) Q δ (valor de ajuste interno); R(1)
Una vez configurado, el valor δ sigue siendo válido incluso
tras modificar el formato del comando y pasarlo al formato
F15.
El ajuste se invalidará reajustando el parámetro a "#1222 bit 4 = 0".
18-6-2 Cautions on the G76 Multiple Thread Cutting Cycle
Precauciones relativas al ciclo de fileteado múltiple G76
The cautions indicated for the G32 and G92 thread
cutting cycles also apply to the thread cutting cycle
called by the G76 command.
Las precauciones indicadas para los ciclos de fileteado G32 y
G92 se aplican también al ciclo de fileteado llamado por la ins-
trucción G76.
1. The data set for addresses P(2), Q(2), and
R(2) are distinguished by the position of
addresses X (U) and Z (W).
NOT A
1. Los datos ajustados para las direcciones P(2),
Q(2) y R(2) se distinguen mediante la posición de
las direcciones X (U) y Z (W).
R(2)
(X, Z)
F
Q(2)
P(2)
Thread Cutting Direction
Dirección de fileteado
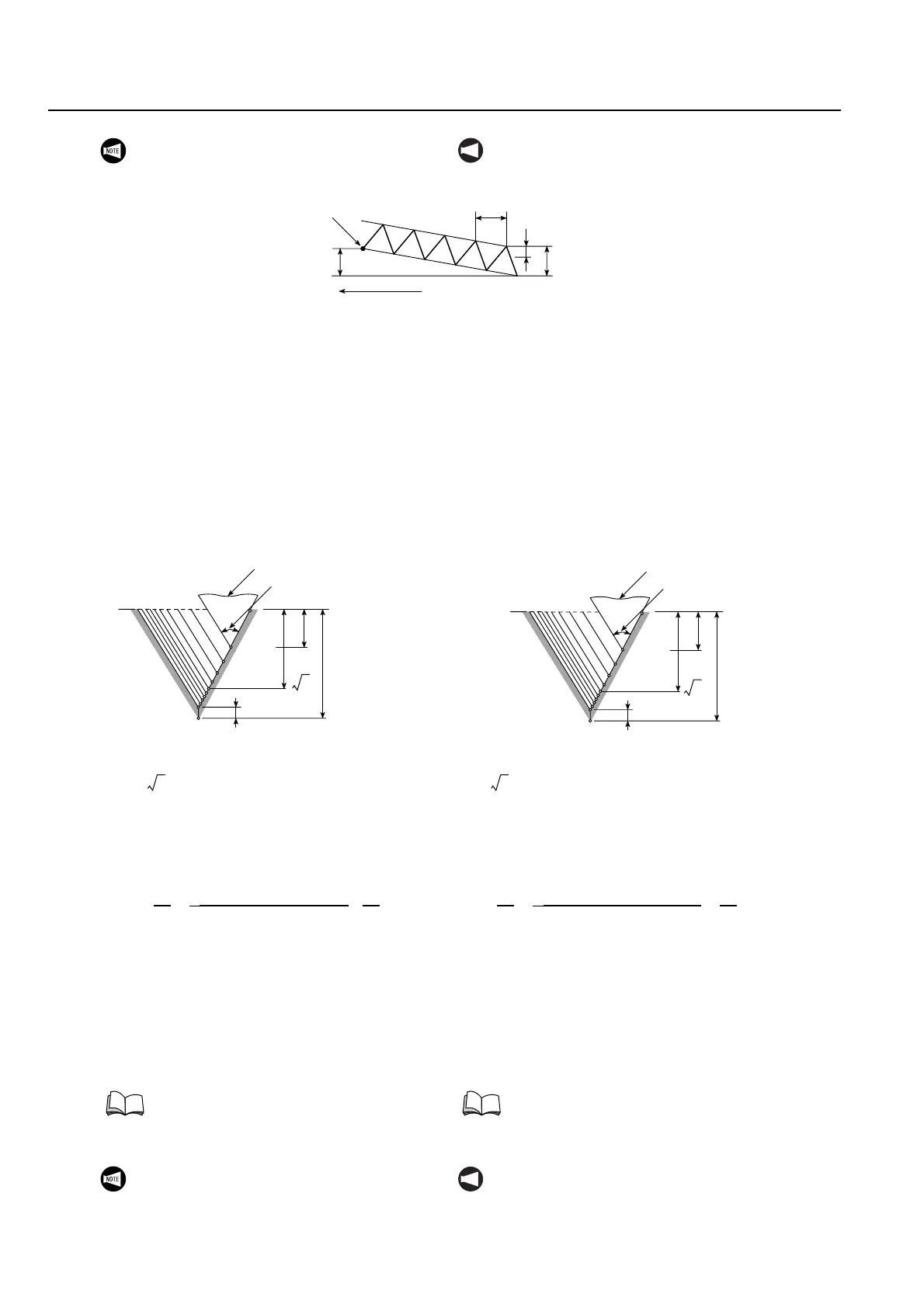
2. When programming the automatic thread
cutting cycle in the G76 mode, the follow-
ing restrictions apply. An alarm message
(P204) is displayed on the screen unless
they are observed.
• Always specify addresses X (U) and
Z (W).
• When specifying addresses X (U)
and Z (W), the end point must be
different from the start point.
2. Al programar el ciclo de fileteado automático en
el modo G76, se aplican las siguientes restriccio-
nes. Aparece en pantalla un mensaje de alarma
(P204) a no ser que se respeten estas restriccio-
nes.
• Especifique siempre las direcciones X (U) y
Z (W).
• Al especificar las direcciones X (U) y Z (W),
el punto final deberá ser distinto del punto
de inicio.
Q
Q
P(2)
a
Tool Tip
1st Path
2nd Path
3rd Path
nth Path
Thread Angle
n
n
Q
Q
P(2)
a
Plaquita de herramienta
1a trayectoria
2a trayectoria
3a trayectoria
Trayectoria n
n
Ángulo del filete
n
For details of cautions on the thread cutting
cycle, refer to "G32, G92 Thread Cutting
(Continuous Thread Cutting and Thread
Cutting Cycle)" (page 2-127).
Chamfering mode for thread cutting is valid
when the power is turned on.
M23 . . . .Chamfering ON (initial status when
the power is turned on.)
M24 . . . .Chamfering OFF
Para obtener más información sobre las precaucio-
nes relativas al ciclo de fileteado, consulte "G32,
G92 Fileteado (fileteado continuo y ciclo de file-
teado)" (página 2-127).
NOT A
El modo de achaflanado del fileteado será válido
cuando se conecte el suministro eléctrico.
M23 . . . . Achaflanado activado (estado inicial cuando
se conecta el suministro eléctrico.)
M24 . . . . Achaflanado desactivado
 Loading...
Loading...