2-480 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
24-1 M Codes and G Codes Used for Workpiece Transfer
Códigos M y G utilizados para la transferencia de pieza
In this section, the functions and methods for speci-
fying the M codes and G codes related to workpiece
transfer are explained.
En esta sección se explican las funciones y los métodos para
especificar los códigos M y G relacionados con la transferen-
cia de pieza.
24-1-1 M34, M35, M36 Synchronized Operation ON/OFF
M34, M35, M36 ACTIVACIÓN/DESACTIVACIÓN del funcionamiento sincronizado
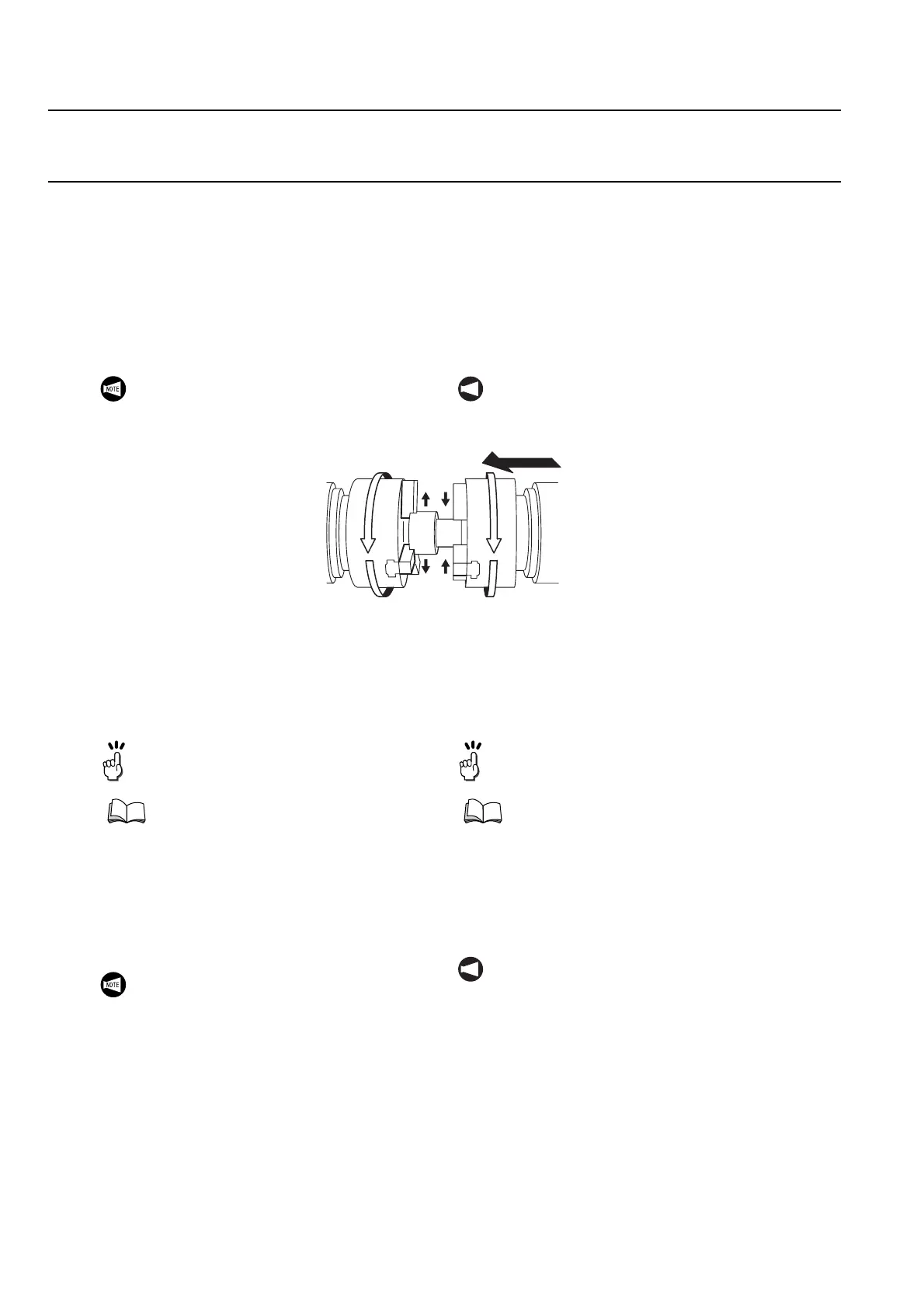
To transfer a workpiece from spindle 1 to spindle 2
with both spindles rotating, synchronize the spindle
speed and phase of both the spindles or just the
spindle speed by specifying synchronized operation.
Para transferir una pieza desde el husillo 1 hasta el husillo 2
con ambos husillos en rotación, sincronice la velocidad y fase
de ambos husillos o sólo su velocidad estableciendo el modo
de funcionamiento sincronizado.
If a workpiece is transferred without
synchronizing the spindle speed or phase, the
workpiece will be scratched.
NOT A
Si se transfiere una pieza sin sincronizar la velocidad o
fase del husillo, ésta sufrirá desperfectos.
M34; . . . . . . . . . . . . . . . . . . . . . .
Calls the phase synchronized operation
mode.
Llama al modo de operación de fase
sincronizada.
M35; . . . . . . . . . . . . . . . . . . . . . .
Calls the speed synchronized operation
mode.
Llama al modo de funcionamiento con
velocidad sincronizada.
M36; . . . . . . . . . . . . . . . . . . . . . .
Cancels the phase and/or speed
synchronized operation mode.
Cancela el modo de funcionamiento
con fase y/o velocidad sincronizada.
The phase synchronized operation mode can
also be specified by M480.
1. For the commanding method of M480,
refer to "M480 Calls C-axis
Synchronized Operation Mode M46 C-
Axis Synchronous Mode Cancel"
(page 2-240).
2. For the adjustment of phase
synchronization, refer to
"<<Spindle Phase Adjustment
Screen>> (Headstock 2
Specifications)" (page 2-73).
1. M34, M35, and M36 commands can be
used with headstock 2 specifications only.
2. To transfer a hexagonal bar, it is neces-
sary to synchronize spindles 1 and 2 both
in speed and phase by specifying the M34
command. Unless the spindles are syn-
chronized in both speed and phase, trans-
fer of a hexagonal bar is not possible.
3. The M36 command should be specified
only after the completion of cut-off cycle or
when either of spindle 1 or spindle 2 chuck
is unclamped.
El modo de funcionamiento de fase sincronizada
también puede especificarse mediante M480.
1. Para mayor información acerca del método de
comando de M480, consulte "M480 Llama el
modo de funcionamiento con velocidad
sincronizada del eje C M46 Cancelación del
modo sincronizado del eje C" (página 2-240).
2. Para el ajuste de la sincronización de fase,
consulte "<<Pantalla spindle phase
adjustment>> (Especificaciones de cabezal
fijo 2)" (página 2-73).
NOT A
1. Los comandos M34, M35 y M36 pueden utilizarse
solamente con las especificaciones del cabezal
fijo 2.
2. Para transferir una barra hexagonal, tendrá que
sincronizar los husillos 1 y 2 a la misma velocidad
y fase especificando el comando M34. A no ser
que los husillos estén sincronizados a velocidad y
fase, no será posible transferir una barra hexago-
nal.
3. El comando M36 debe especificarse sólo des-
pués de que termine el ciclo de corte o cuando el
plato del husillo 1 o del husillo 2 se suelte.
 Loading...
Loading...