2-255MACHINE OPERATIONS OPERACIONES DE MECANIZADO
12-3 Feedrate for Finishing
Velocidad de avance para el acabado
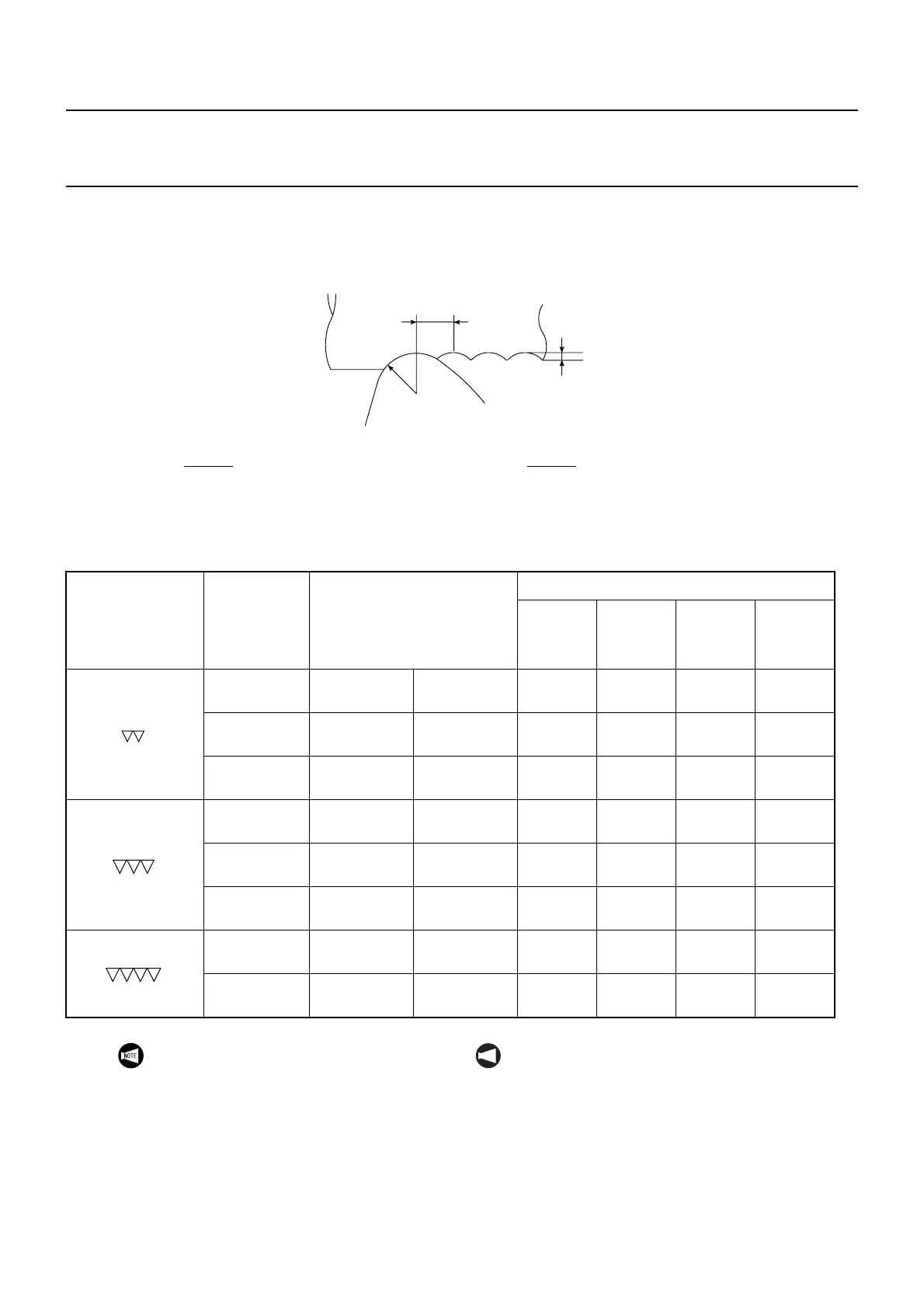
Feedrates for finishing are determined based on the
nose radius of the cutting tool to be used and the sur-
face roughness specified on the drawing.
Las velocidades de avance para el acabado se determinan
basándose en el radio de la nariz de la herramienta de corte
que se utilizará y en la rugosidad de la superficie especificada
en el plano.
<Ideal Surface Roughness for Finishing> <Rugosidad ideal de la superficie para el acabado>
Rmax =
Rmax: Maximum value of ideal finish surface
roughness (Rmax = Ry)
f: Feedrate (mm/rev)
Nr: Tool nose radius (mm)
Rmáx =
Rmáx: Valor máximo de rugosidad en superficie de aca-
bado ideal (Rmax = Ry)
f: Velocidad de avance (mm/rev)
Nr: Radio de nariz de herramienta (mm)
(mm/rev)
Nr
f
Rmax
Insert
Introducir
f
2
8 • Nr
f
2
8 • Nr
Surface
Roughness
Symbol
Símbolo de
rugosidad en
superficie
Indication
Indicación
Rmax (mm)
Rmáx (mm)
Nr
0.4
0,4
0.5
0,5
0.8
0,8
1.0
1,0
25-S
Max. 0.025 Máx. 0,025
0.2828
0,2828
0.3162
0,3162
0.4000
0,4000
0.4472
0,4472
18-S
Max. 0.018 Máx. 0,018
0.2400
0,2400
0.2683
0,2683
0.3394
0,3394
0.3794
0,3794
12-S
Max. 0.012 Máx. 0,012
0.1959
0,1959
0.2190
0,2190
0.2771
0,2771
0.3098
0,3098
6-S
Max. 0.006 Máx. 0,006
0.1385
0,1385
0.1549
0,1549
0.1959
0,1959
0.2190
0,2190
3-S
Max. 0.003 Máx. 0,003
0.0979
0,0979
0.1095
0,1095
0.1385
0,1385
0.1549
0,1549
1.5-S
Max. 0.0015 Máx. 0,0015
0.0692
0,0692
0.0774
0,0774
0.0979
0,0979
0.1095
0,1095
0.8-S
Max. 0.0008 Máx. 0,0008
0.0506
0,0506
0.0565
0,0565
0.0715
0,0715
0.0800
0,0800
0.4-S
Max. 0.0004 Máx. 0,0004
0.0357
0,0357
0.0400
0,0400
0.0505
0,0505
0.0565
0,0565
The values indicated above are theoretical
values obtained in calculation. During actual
cutting, the specified surface roughness may
not be achieved, depending on various factors.
Factors that can effect finishing accuracy
include how far the tool projects, how the
workpiece is clamped or vibration.
NOT A
Los valores indicados encima son valores teóricos
obtenidos mediante cálculo. Durante el corte real, la
rugosidad en superficie especificada puede no
cumplirse, dependiendo de varios factores. Factores
que pueden afectar la precisión de acabado incluyen
la longitud de proyección de la herramienta, el modo
de sujeción de la pieza y las vibraciones.
 Loading...
Loading...