1-15BASIC OVERVIEW INTRODUCCIÓN GENERAL
5-3 C-axis Zero Return Operation
Operación de retorno a cero del eje C
While the rotary tool spindle is selected, the C-axis
can be returned to the zero point.
Mientras se seleccione el husillo de herramienta giratoria, el
eje C podrá regresar al punto cero.
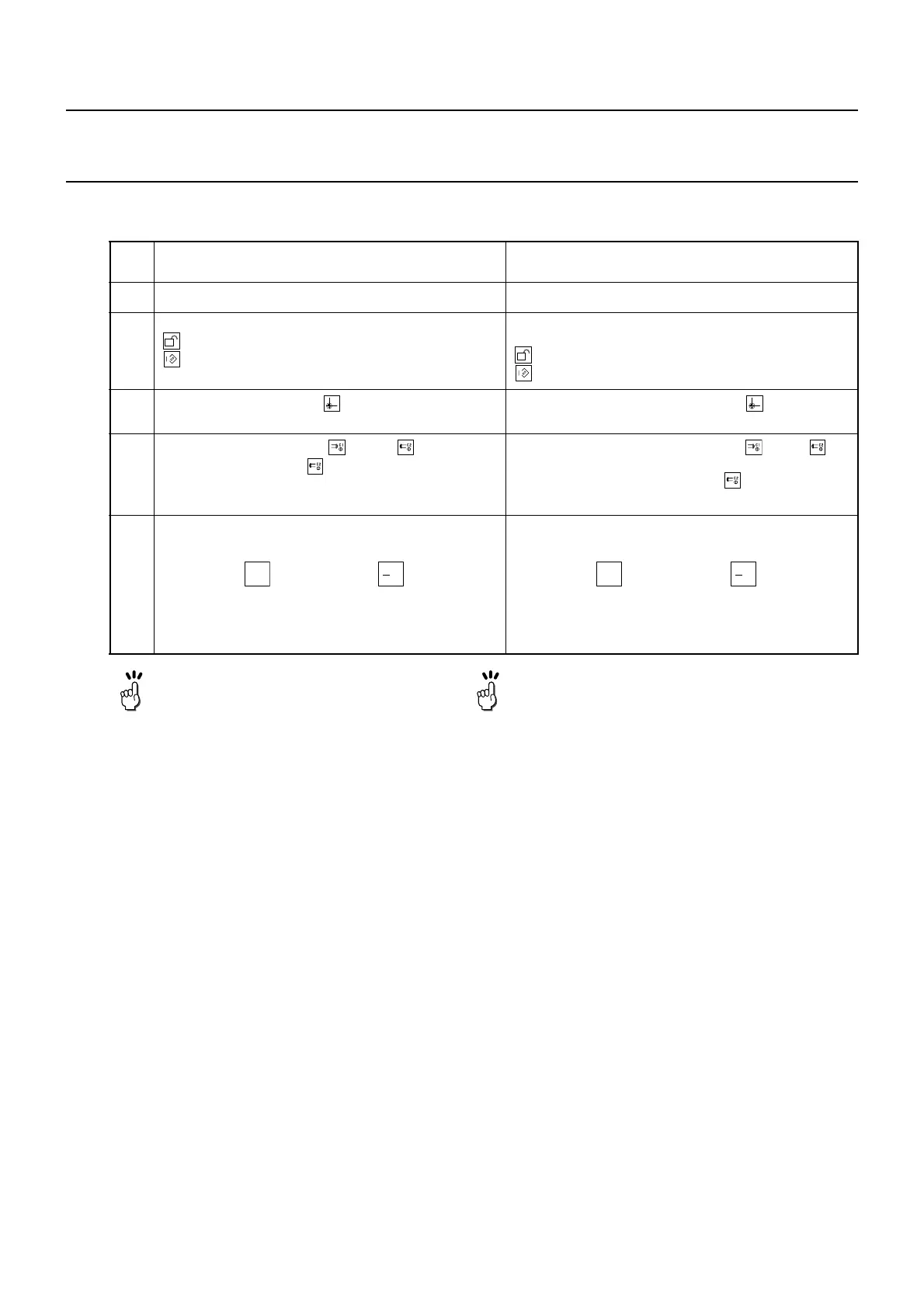
1.
Set the Door Interlock key-switch in the [NORMAL]
position.
Ponga el conmutador con llave de interbloqueo de
puerta en la posición [NORMAL].
2.
Close the door Cierre la puerta.
3.
Turn the operation selection key-switch to
[Operation Enable] or
[Operation & Edit Enable].
Gire el conmutador con llave de selección de
funcionamiento a la posición
[Operación activada] o
[Operación & Edición activadas].
4.
Press the mode selection [Zero Return] button. Pulse el botón de selección de modo [Retorno al
origen].
5.
Press the C-axis selection [C1] or [C2] button.
* The C-axis selection [C2] button is for
Headstock 2 specifications
Pulse el botón de selección de eje C [C1] o
[C2].
* El botón de selección del eje C [C2] es para
especificaciones de cabezal fijo 2.
6.
Press and hold down one of the following axis feed
buttons.
[The status indicator "C" is lit when the C-axis has
been returned to the zero point. Zero return sign is
indicated on the screen.]
Mantenga pulsado uno de los siguientes botones de
avance del eje.
[El indicador de estado "C" se encenderá cuando el
eje C haya regresado al punto cero. El signo de
retorno a cero aparecerá en la pantalla.]
+C
C
+C
C
To change the zero point of the C-axis, set
parameter #2027 to a number in the range 0 to
9999.999. (Unit: °)
Con el fin de cambiar el punto cero del eje C, ajuste el
parámetro #2027 a un número del intervalo de 0 a
9999,999. (Unidad: °)
 Loading...
Loading...