2-286 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
15-5 Example Programs Using the Automatic Tool Nose Radius Offset
Ejemplo de programas que utilizan la corrección automática del radio de la nariz de
herramienta
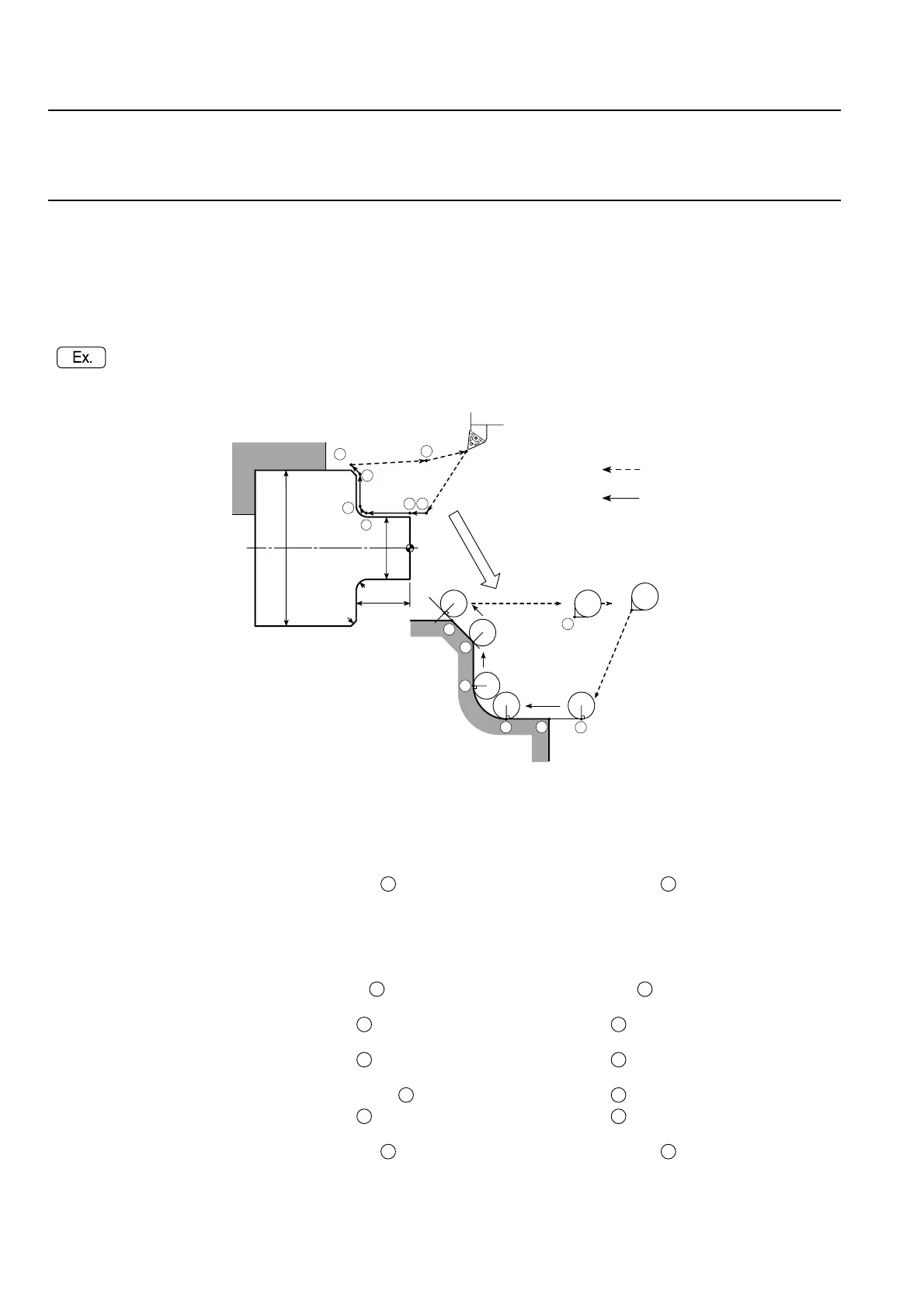
Examples of programs that use the automatic tool
nose radius offset (G40, G41, G42, G46) are indi-
cated below.
Refer to these examples when creating a program.
A continuación se presentan ejemplos de programas que utili-
zan la corrección automática del radio de la nariz de la herra-
mienta (G40, G41, G42, G46).
Consulte estos ejemplos cuando cree un programa
15-5-1 Basic Programs
Programas básicos
O.D. cutting with an O.D. cutting tool Corte de D.E. con una herramienta de corte de D.E.
O1;
N1;
G50 S2000;
G00 T0101;
G96 S180 M03;
G42 (G46) X40.0 Z20.0 M08;
. . . . . . . . . . . . . . . . . . . . . .
Positioning at (X40.0, Z20.0) at a
rapid traverse rate
Since the block contains G42 (G46),
this is the start-up block.
The tool is offset to the right in
reference to the direction the cutting
tool will advance.
Posicionamiento en (X40.0, Z20.0) a
velocidad de avance rápido
Dado que el bloque contiene G42 (G46), este es
el bloque de inicio.
La herramienta se corrige a la derecha en
referencia a la dirección en que avanzará la
herramienta de corte.
G01 Z2.0 F1.0; . . . . . . . . .
Traveling to at a feedrate of
1.0 mm/rev
Recorrido hasta a una velocidad de avance
de 1,0 mm/rev
Z−30.0 F0.15; . . . . . . . . . .
Cutting to at feedrate of 0.15 mm/
rev
Corte hasta a una velocidad de 0,15 mm/rev
G02 X50.0 Z−35.0 R5.0; . .
Cutting to along a circle of 5 mm
radius in the clockwise direction
Corte hasta a lo largo de un círculo con radio
de 5 mm en dirección horaria
G01 X96.0; . . . . . . . . . . . .
Cutting as far as in linear motion. Corte hasta en movimiento lineal.
X102.0 Z−38.0; . . . . . . . . .
Cutting to to allow the cutting tool
to be completely off the workpiece
Corte hasta que permitirá que la herramienta
de corte abandone completamente la pieza
G40 G00 Z20.0;. . . . . . . . .
Positioning at at a rapid traverse
rate to retract cutting tool from the
workpiece.
Since the block contains G40, this
block cancels the offset mode.
Posicionamiento en a velocidad de avance
rápido para retroceder la herramienta de corte
desde la pieza.
Dado que el bloque contiene G40, este bloque
cancela el modo de corrección.
X150.0 Z100.0 M09;
M01;
35
C2
R5
100
40
φ
φ
1
12
2
3
3
4
4
5
6
5
6
7
7
Cancel Mode
Modo de cancelación
Cancel Mode
Start-Up
Inicio
Offset Mode
Modo de corrección
Start-Up
Inicio
Rapid Traverse
Avance rápido
Cutting Feed
Avance cortante
Modo de
cancelación
Offset Mode
Modo de
corrección
1 1
2 2
3 3
4 4
5 5
6 6
7 7
 Loading...
Loading...