2-224 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
9-14 M51 Spindle Chuck Air Blow ON M251 Spindle 2 Chuck Air Blow ON
M59 Spindle Chuck Air Blow OFF M259 Spindle 2 Chuck Air Blow OFF (Option)
M51 Flujo de aire del husillo ACTIVADO M251 Flujo de aire del husillo 2 ACTIVADO
M59 Flujo de aire del husillo DESACTIVADO
M259 Flujo de aire del husillo 2 DESACTIVADO (opción)
This function automatically keeps the chuck free of
chips by blowing air across the front surface of the
headstock.
Esta función mantiene automáticamente limpio de virutas el
plato mediante un flujo de aire en la superficie del cabezal fijo.
9-15 M52 Spindle (Through-Spindle) Air Blow ON
M252 Spindle 2 (Through-Spindle) Air Blow ON
M57 Spindle (Through-Spindle) Air Blow OFF
M257 Spindle 2 (Through-Spindle) Air Blow OFF (Option)
M52 función de soplado de aire del husillo (a través del husillo) ACTIVADA
M252 función de soplado de aire del husillo 2 (a través del husillo) ACTIVADA
M57 función de soplado de aire del husillo (a través del husillo) DESACTIVADA
M257 función de soplado de aire del husillo 2 (a través del husillo) DESACTIVADA
(opcional)
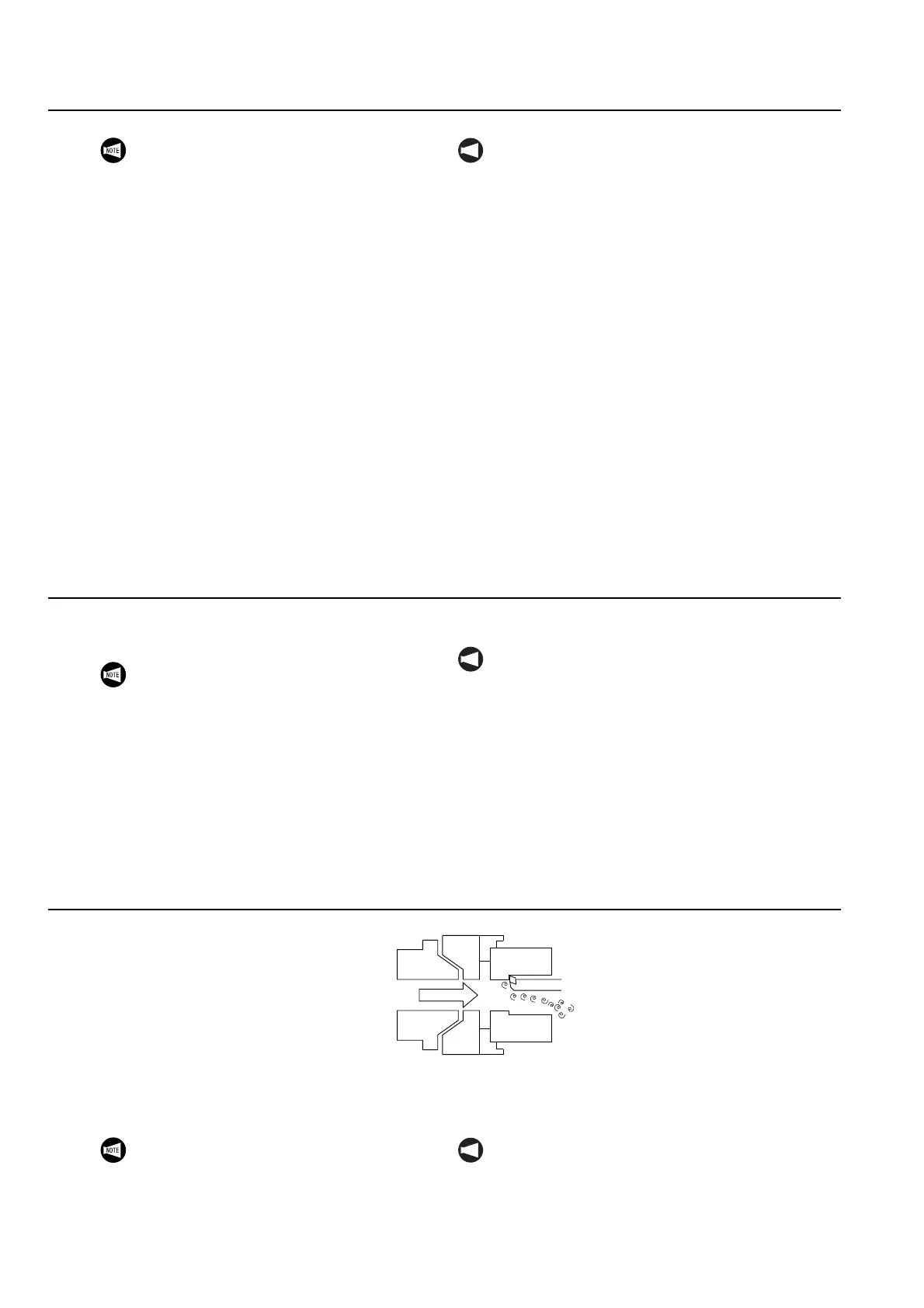
This function prevents chips from entering the spin-
dle during inner diameter machining by ejecting air
from the through spindle hole.
Esta función evita que entren virutas en el diámetro interno del
husillo mediante un flujo de aire por el agujero a través del
husillo.
1. During thread cutting, feedrate must be
kept constant. The override function is
automatically ignored if the G code calling
thread cutting operation is executed.
Therefore, it is not necessary to specify
the M48 and M49 commands in a program
for thread cutting operation.
2. During tapping, feedrate must be kept
constant. The override function is auto-
matically ignored if the G code calling tap-
ping operation is executed. Therefore, it is
not necessary to specify the M48 and M49
commands in a program for tapping oper-
ation.
3. The M48 and M49 commands are not
valid for rapid traverse operation. There-
fore, the rapid traverse rate override
switch is operative while the M49 com-
mand is valid.
NOT A
1. Durante el fileteado, la velocidad de avance
deberá mantenerse constante. La función de
corrección se ignora automáticamente si se eje-
cuta el código G de llamada a operación de file-
teado. Por consiguiente, no será necesario
especificar las instrucciones M48 y M49 en un
programa de fileteado.
2. Durante el roscado, la velocidad de avance
deberá mantenerse constante. La función de
corrección se ignora automáticamente si se eje-
cuta el código G de llamada a operación de ros-
cado. Por consiguiente, no será necesario
especificar las instrucciones M48 y M49 en una
operación de roscado.
3. Las instrucciones M48 y M49 no serán válidas
para lo operación de avance rápido. Por consi-
guiente, el conmutador de corrección de la veloci-
dad de avance rápido se mantendrá operativo
mientras la instrucción M49 sea válido.
M251 and M259 are available with headstock 2
specifications only.
NOT A
M251 y M259 están disponibles únicamente con
especificaciones del cabezal fijo 2.
Air Blow
Flujo de aire
M252 and M257 are available with headstock 2
specifications only.
NOT A
M252 y M257 están disponibles únicamente con
especificaciones del cabezal fijo 2.
 Loading...
Loading...