2-100 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
7-2 G00 Positioning the Cutting Tool at a Rapid Traverse Rate
G00 Posicionamiento de la herramienta de corte a velocidad de avance rápido
The G00 mode is usually used for the following oper-
ations:
1. At the start of machining:
To move the cutting tool close to the workpiece.
2. During machining:
To move the cutting tool, retracted from the
workpiece, to the next programmed target point.
3. At the end of machining:
To move the cutting tool away from the
workpiece.
El modo G00 es habitualmente empleado para las siguientes
operaciones:
1. Al inicio del mecanizado :
Para mover la herramienta de corte cerca de la pieza.
2. Durante el mecanizado :
Para mover la herramienta de corte, que habrá
retrocedido desde la pieza, hasta el siguiente punto
objetivo programado.
3. Al final del mecanizado :
Para alejar la herramienta de corte de la pieza.
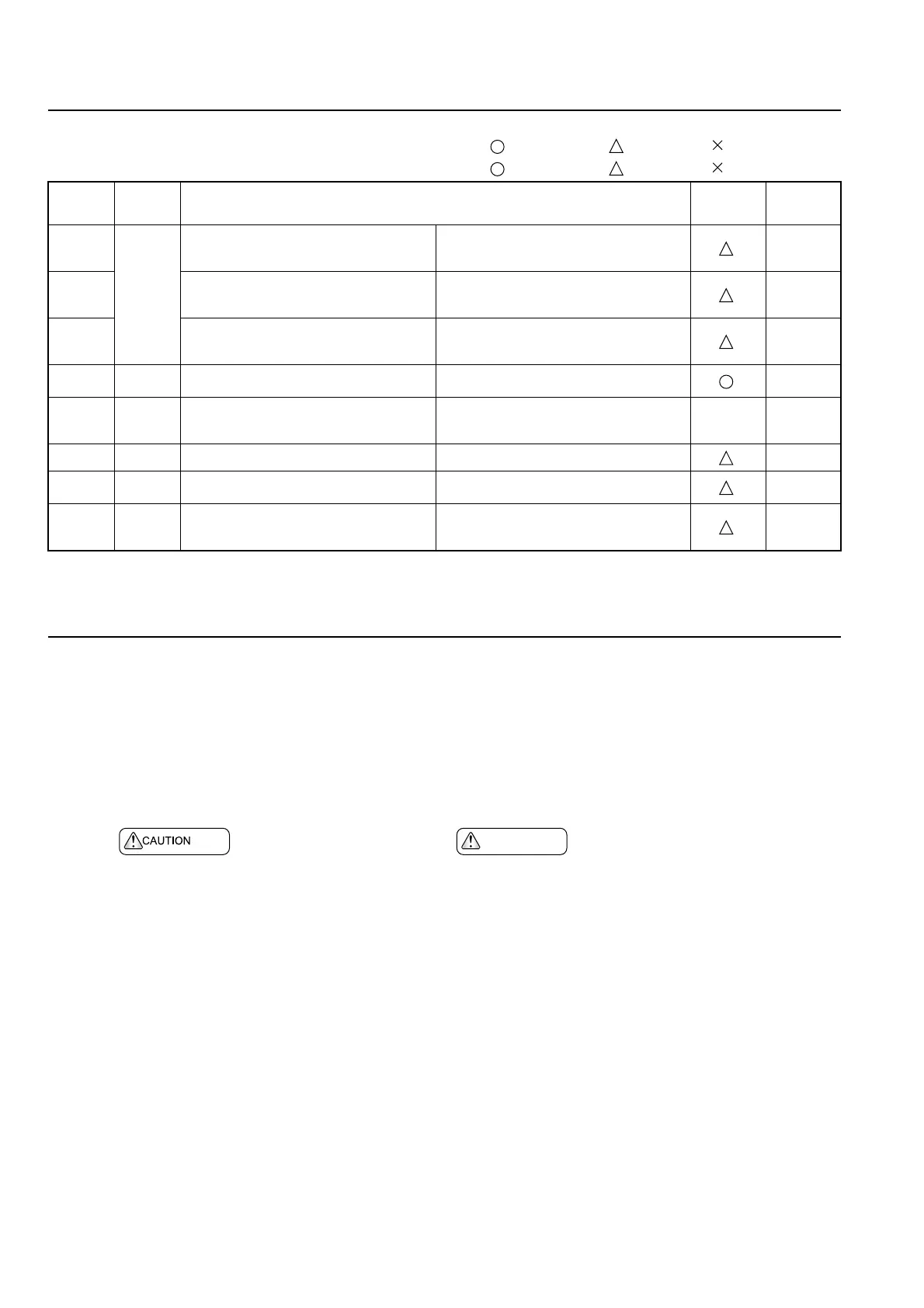
G150
22
Groove Width Tool Offset Function
Cancel
Cancelación de la función de correc-
ción de la herramienta de mecanizado
del ancho de la ranura
2-189
G151
Face Groove Width Tool Offset Func-
tion Valid
Validación de la función de corrección
de la herramienta de mecanizado del
ancho de la ranura de superficie
2-189
G152
O.D/I.D Groove Width Tool Offset
Function Valid
Validación de la función de corrección
de la herramienta de mecanizado del
ancho de la ranura de D.E./D.I.
2-189
G325
Change of Value Set for Tailstock
(Digital Tailstock)
Cambio del valor definido para el con-
trapunto (contrapunto digital)
2-169
G330
Tailstock (Digital Tailstock)/Headstock
2 Reference Point Return
Retorno al punto de referencia del con-
trapunto (contrapunto digital)/cabezal
fijo 2
×
*3
/×
*6
2-170
G374
Drilling with Tailstock Canned Cycle Taladrado con ciclo fijo del contrapunto
2-171
G375
Drilling with Tailstock Canned Cycle
Completion Check
Taladrado con verificación de fin del
ciclo fijo del contrapunto
G479
Automatic Centering Type Steady Rest
(Automatic) Connection/Travel, Tail-
stock (Automatic) Connection
Recorrido/Conexión (automática) de la
luneta de tipo centrado automático,
conexión (automática) del contrapunto
2-172
: Standard : Option : Not available
: Estándar : Opción : No disponible
Code
Código
Group
Grupo
Function
Función
Division
División
Page
Página
PRECAUCION
1. When moving the cutting tool at a rapid
traverse rate during machining, make sure
that there are no obstacles in the tool paths.
[Interference/Machine damage]
2. If the Z-axis is moved after the X-axis, or the
X-axis is moved after the Z-axis, by a G00
command for example, the tool path will be
inside of the specified position. That is, if
the tool reaches the specified range, the
programming in the next block is executed
before reaching the end position of the
command (in-position). When creating pro-
grams, take interference between the tools
and the workpiece into full consideration.
[Interference between tool and workpiece]
1. Al mover la herramienta de corte a velocidad de
avance rápido durante el mecanizado, asegúrese de
que no haya obstáculos en las trayectorias de herra-
mienta.
[Interferencia/desperfectos en la máquina]
2. Si el eje Z se mueve después del eje X, o el eje X se
mueve después del eje Z, por un comando G00 por
ejemplo, el recorrido de la herramienta estará dentro
de la posición especificada. Es decir, si la herra-
mienta alcanza el rango especificado, la programa-
ción en el siguiente bloque se ejecutará antes de
alcanzar la posición final del comando (en posición).
Cuando se creen los programas, tome en considera-
ción la interferencia entre las herramientas y la
pieza.
[Interferencia entre la herramienta y la pieza]
 Loading...
Loading...