2-448 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
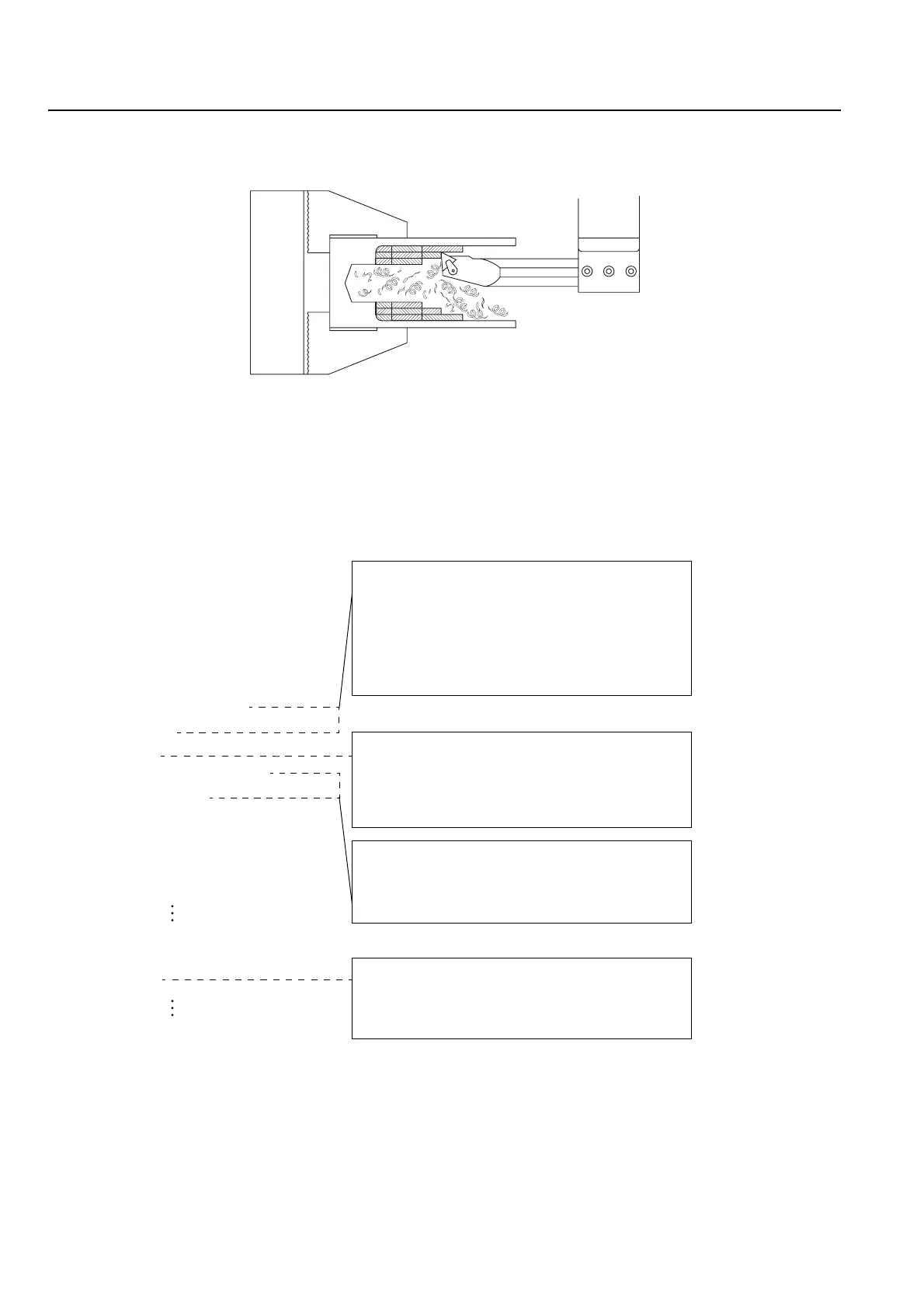
20-4-2 I.D. Deep Hole Drilling
Taladrado de D.I. de agujero profundo
O1;
N1;
G50 S500;
G00 T0101;
G96 S80 M03;
X55.0 Z20.0 M08;
G01 Z1.0 F3.0;
Z−50.0 F0.3;
G00 U−2.0 Z1.0;
X65.0;
G01 Z−50.0;
G00 U−2.0 Z1.0;
X74.8;
G01 Z−50.0;
G00 U−2.0 Z200.0;
X150.0;
M00;
G00 X55.0 Z10.0 M03;
Z−42.0 M08;
G01 Z−90.0 F0.3;
G00 U−2.0 Z−42.0;
X65.0;
G01 Z−90.0;
G00 U−2.0 Z20.0 M09;
X200.0 Z50.0;
M00;
Finishing
Acabado
The tool is moved to the position where the tool nose
can be easily checked, or where the chips can be
discharged without being interrupted.
Rough cutting is temporarily stopped to check the tool
nose and to discharge the chips.
Again specify the commands for spindle 1 rotation
and for coolant discharge.
After the chips have been discharged, the finishing
allowance is checked.
La herramienta se mueve a la posición donde puede
comprobarse fácilmente la nariz de la herramienta, o
donde se descargan las virutas sin interrupción.
El corte en desbaste se detiene temporalmente para
comprobar la nariz de la herramienta y descargar las
virutas.
Una vez más especifique las instrucciones de
rotación del husillo 1 y de descarga de refrigerante.
Cuando haya descargado las virutas, se
comprobará el margen de acabado.
 Loading...
Loading...