2-447MACHINE OPERATIONS OPERACIONES DE MECANIZADO
20-4 Various Part Programs
Diversos programas de pieza
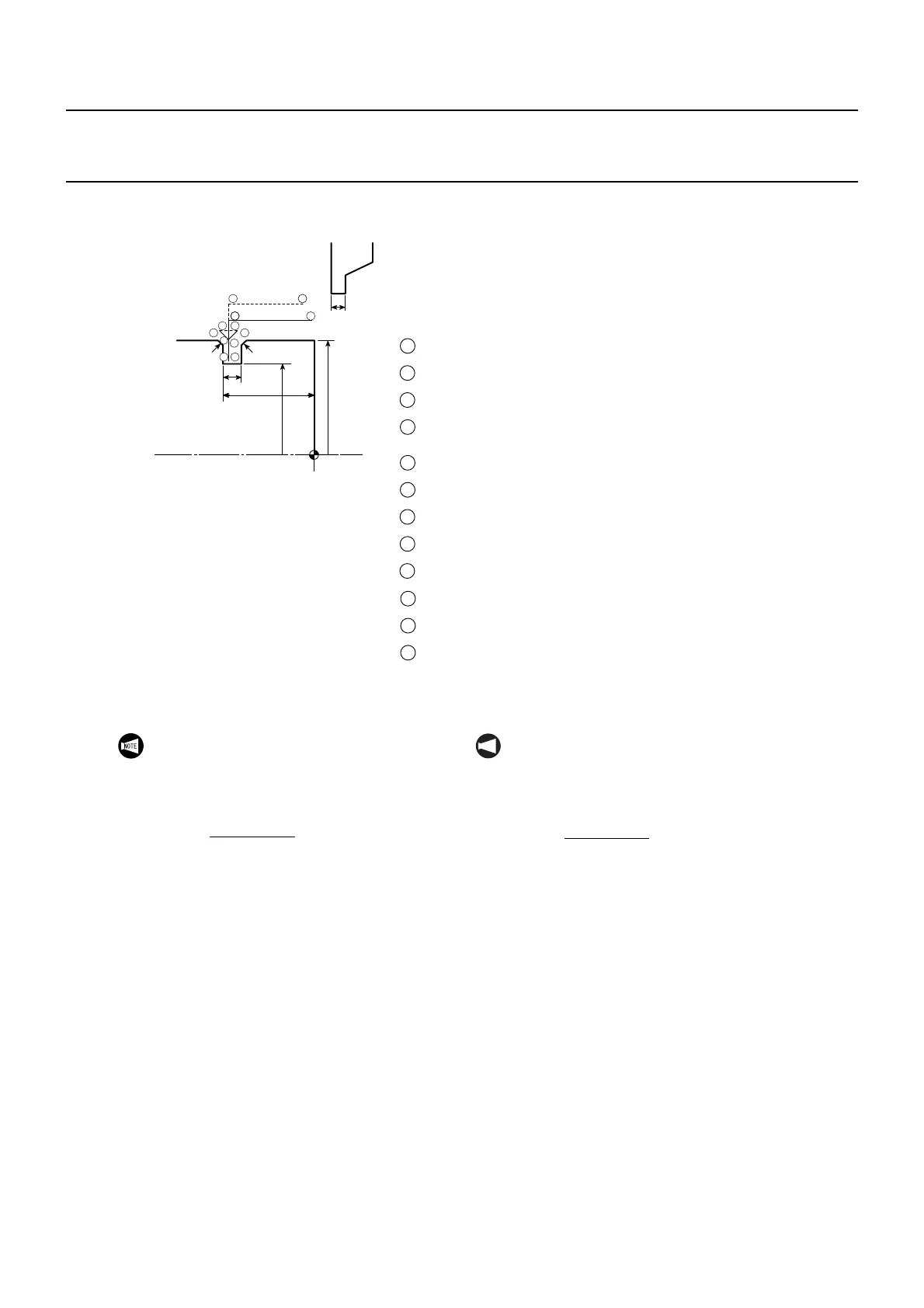
20-4-1 Grooving
Ranurado
20
4
C1
C1
4
50
40
12
11
12
58
6 9
7
3 4
10
φ
φ
O1;
N1;
G00 T0101;
G97 S600 M03;
X54.0 Z20.0 M08;
G01 Z−20.0 F1.0;
X40.0 F0.1;
G04 U0.2;. . . . . . . . . . . . . Dwell: 0.2 sec Temporización:
0,2 s
G00 X52.0;
W−2.0;
G01 X48.0 Z−20.0;
G00 X52.0;
W2.0;
G01 X48.0 Z−20.0;
G00 X60.0;
Z20.0;
X100.0 Z100.0 M05;
M30;
1
2
3
4
5
6
7
8
9
10
11
12
1. To finish the bottom of the groove in flat, it
is necessary to suspend axis movement
for a period to allow the spindle to rotate
approximately one turn.
In this example,
t = = 0.1 sec
By setting 0.1 second for a dwell period,
the spindle can rotate one turn.
2. The program is created assuming that tool
nose R is R0.
60 sec
600 min
−1
NOT A
1. Para acabar el fondo de la ranura en plano, será
necesario suspender el movimiento del eje
durante el período necesario para que el husillo
pueda girar aproximadamente una vuelta.
En este ejemplo,
t = = 0,1 s
Al ajustar 0,1 segundos para un período de
temporización, el husillo podrá girar una vuelta.
2. El programa se crea considerando que el radio
de la nariz de la herramienta es R0.
60 seg
600 min
−1
 Loading...
Loading...