2-267MACHINE OPERATIONS OPERACIONES DE MECANIZADO
15 AUTOMATIC TOOL NOSE RADIUS OFFSET
CORRECCIÓN AUTOMÁTICA DEL RADIO DE LA NARIZ DE HERRAMIENTA
This chapter describes how the automatic tool nose
radius offset function works.
Because the cutting edge of the tool is rounded, the
actual cutting point differs from the point specified in
a program. Therefore, if a program is written based
on the points known from a part drawing, the work-
piece is not finished to the dimensions specified on
the drawing. To finish the workpiece precisely to the
dimensions specified on the drawing, the points to be
specified in the program must be calculated taking
the difference between the programmed point and
actual cutting point.
The automatic tool nose radius offset function gener-
ates the tool paths to finish the workpiece correctly to
the dimensions specified on the drawing from the
program in which the points specified on the drawing
are directly used.
En este capítulo se explica el funcionamiento de la función de
corrección automática del radio de la nariz de la herramienta.
Dado que el borde cortante de la herramienta es redondeado,
el punto de corte real es distinto al punto especificado en un
programa. Por consiguiente, si se escribe un programa
basándose en los puntos conocidos a partir de un plano de
pieza, la pieza no se acaba con las dimensiones especifica-
das en el dibujo. Para acabar la pieza con las dimensiones
precisas especificadas en el dibujo, los puntos que se especi-
ficarán en el programa deben calcularse teniendo en cuenta la
diferencia entre el punto programado y el punto de corte real.
La función de corrección automática del radio de la nariz de la
herramienta genera las trayectorias de herramienta para aca-
bar la pieza de acuerdo con las dimensiones especificadas en
el dibujo a partir del programa en el que los puntos especifica-
dos en el dibujo se utilizan directamente.
15-1 General
General
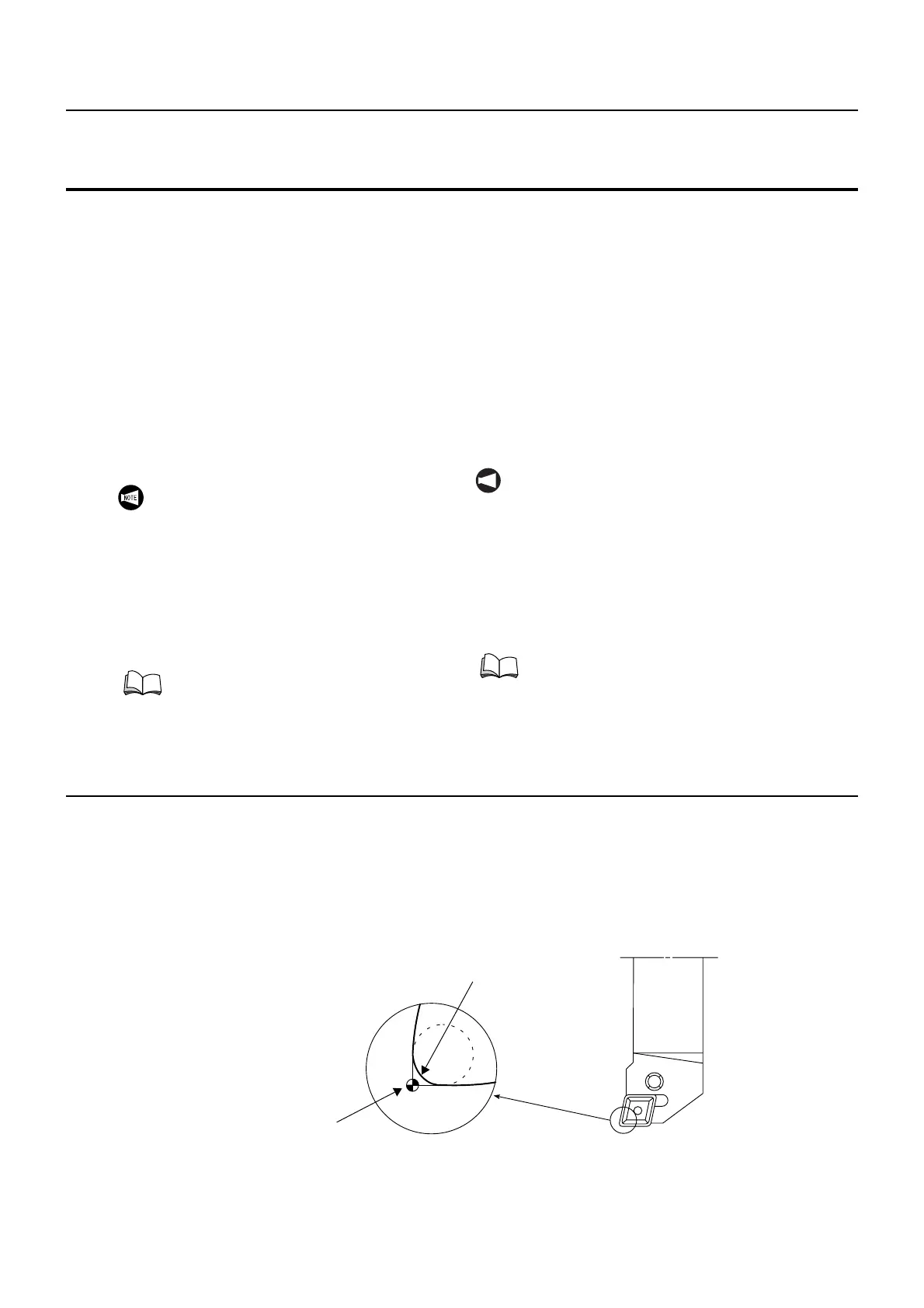
The tool nose does not have a sharp edge but is
slightly rounded (tool nose radius) as illustrated
below. Therefore, the point of the tool nose used for
programming differs from the actual cutting point.
The tool nose radius offset function is used to elimi-
nate dimensional errors caused by this difference.
La nariz de la herramienta no tiene un borde afilado pero está
ligeramente redondeada (radio de la nariz de la herramienta)
tal y como se muestra a continuación. Por consiguiente, el
punto de la nariz de la herramienta empleado para la progra-
mación es distinto al punto real del corte. La función de
corrección del radio de la nariz de la herramienta se utiliza
para eliminar los errores dimensionales resultantes de esta
diferencia.
If a program is created without taking the nose radius
into consideration, it will cause excessive or insuffi-
cient cutting.
The automatic tool nose radius offset function is
used to eliminate excessive or insufficient cutting.
Si se crea un programa sin tener en consideración el radio de
la nariz, se producirá un corte excesivo o insuficiente.
La función de corrección automática del radio de la nariz de la
herramienta se utiliza para eliminar el corte excesivo o insufi-
ciente.
Since there are a number of tool patterns which
will be used for actual machining and they will
differ among users, it is not possible to explain
all of the tool patterns in this manual. The
explanation given in this chapter is
concentrated on the basic tool path patterns
along with the cautions to be taken into
consideration for programming so that the
readers will be able to acquire basic knowledge
of the automatic tool nose radius offset
function.
For more details, please refer to the instruc-
tion manuals supplied by the NC unit manu-
facturer.
NOT A
Dado que existen varios patrones de herramienta que
se utilizarán para el mecanizado real y que no son
iguales para todos los usuarios, en este manual no se
pueden explicar todos los patrones de herramienta.
La explicación ofrecida en este capítulo se concentra
en los patrones básicos de trayectorias de
herramienta así como las precauciones que deben
tomarse para la programación de modo que los
lectores sean capaces de adquirir los conocimientos
básicos de la función de corrección automática del
radio de la nariz de la herramienta.
Para obtener más información, consulte los
manuales de instrucciones suministrados por el
fabricante de la unidad de CN.
Actual Cutting Point
Punto real de corte
Command Point
Punto de instrucción
 Loading...
Loading...