2-353MACHINE OPERATIONS OPERACIONES DE MECANIZADO
18-2 G73 Calls the Closed-Loop Cutting Cycle
G73 Llama al ciclo de corte de bucle cerrado
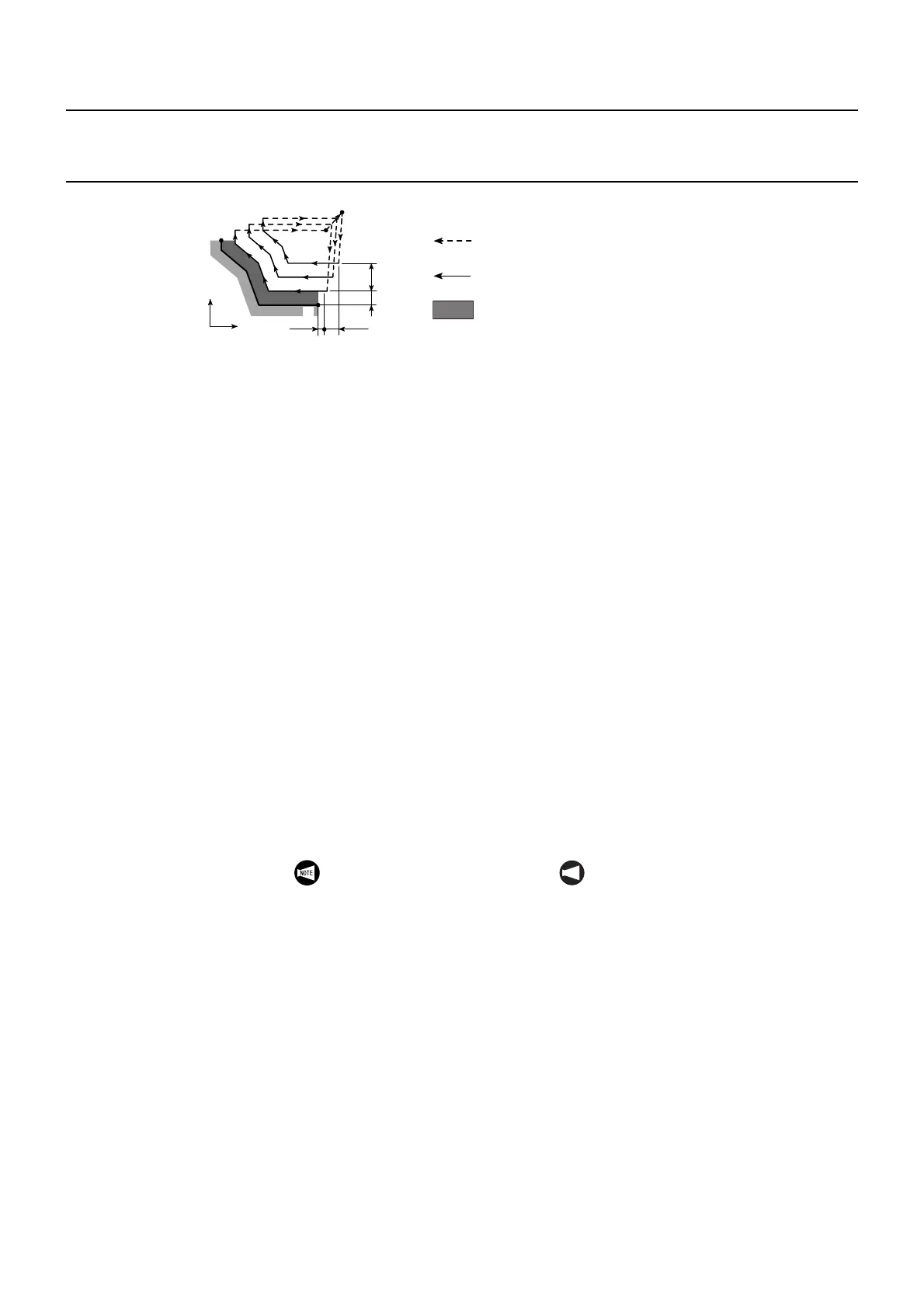
In the G73 closed-loop cutting cycle, the defined pat-
tern is repeated while it is being shifted to finish the
workpiece.
By specifying the finishing shape, A → A' → B, as in
the diagram above, the workpiece is machined by
executing the specified pattern repeatedly until a fin-
ishing allowance of U(2)/2 and W (2) is attained.
This cycle is used to efficiently machine workpieces
that have uniform stock to be removed, such as
forged or cast workpieces.
En el ciclo de corte de bucle cerrado G73, el patrón definido
se repite mientras se desplaza para acabar la pieza.
Al especificar la forma de acabado, A → A' → B, como en el
diagrama anterior, la pieza se mecaniza ejecutando el patrón
especificado de manera repetitiva hasta alcanzar el margen
de acabado de U(2)/2 y W (2).
Este ciclo se utiliza para mecanizar eficazmente piezas que
cuentan con un stock uniforme que retirar, como piezas forja-
das o fundidas.
X
Z
A
A'
B
U(1)
U(2)/2
W(1)
W(2)
Finishing Allowance
Tolerancia de acabado
Rapid Traverse
Avance rápido
Cutting Feed
Avance cortante
1. Standard format (default setting)
Formato estándar (configuración por defecto)
G73 U(1) W(1) R_ ;
G73 A_ P_ Q_ U(2) W(2) F_ S_ T_ ;
2. F15 format
Formato F15
G73 P_ Q_ U(2) W(2) I_ K_ D_ F_ S_ T_ ;
• U(1) . . . . . . . . . Specifies the distance and direction of
rough cutting in the X-axis direction
(radius) for all stock.
(Parameter #8053)
Especifica la distancia y la dirección del corte en
desbaste en la dirección del eje X (radio) para
todo el stock.
(Parámetro #8053)
• W(1). . . . . . . . . Specifies the distance and direction of
rough cutting in the Z-axis direction for all
stock.
(Parameter #8054)
Especifica la distancia y la dirección del corte en
desbaste en la dirección del eje Z para todo el
stock.
(Parámetro #8054)
• R, D . . . . . . . . . Specifies the number of divisions in which
rough machining is executed.
(Parameter #8055)
Especifica el número de divisiones en que se
ejecuta el mecanizado de desbaste.
(Parámetro #8055)
• A . . . . . . . . . . . Specifies the program number of the
program that defines the finish shape of
the workpiece.
Especifica el número del programa que define la
forma de acabado de la pieza.
• P . . . . . . . . . . . Specifies the sequence number of the first
block of the blocks that define the finish
shape of the workpiece.
Especifica el número de secuencia del primer
bloque de los bloques que definen la forma de
acabado de la pieza.
• Q . . . . . . . . . . . Specifies the sequence number of the last
block of the blocks that define the finish
shape of the workpiece.
Especifica el número de secuencia del último
bloque de los bloques que definen la forma de
acabado de la pieza.
• U(2) . . . . . . . . . Specifies the distance and direction of the
finishing allowance in the X-axis direction
(in diameter).
Especifica la distancia y la dirección del margen
de acabado en la dirección del eje X (en
diámetro).
• W(2). . . . . . . . . Specifies the distance and direction of the
finishing allowance in the Z-axis direction.
Especifica la distancia y la dirección del margen
de acabado en la dirección del eje Z.
U(1), W(1), R and D commands
are modal and therefore remain
valid until replaced by new
commands. These values can
also be set by parameter; the
value set by parameter is
changed according to the value
specified in the program.
NOT A
Las instrucciones U(1), W(1), R y D son
modales y, por consiguiente,
continuarán siendo válidas hasta que se
reemplacen por instrucciones nuevas.
Estos valores también podrán ajustarse
mediante parámetros, cambiándose el
valor ajustado mediante el parámetro de
acuerdo con el valor especificado en el
programa.
 Loading...
Loading...