2-352 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
<Tool Paths for Rough Cutting Cycle>
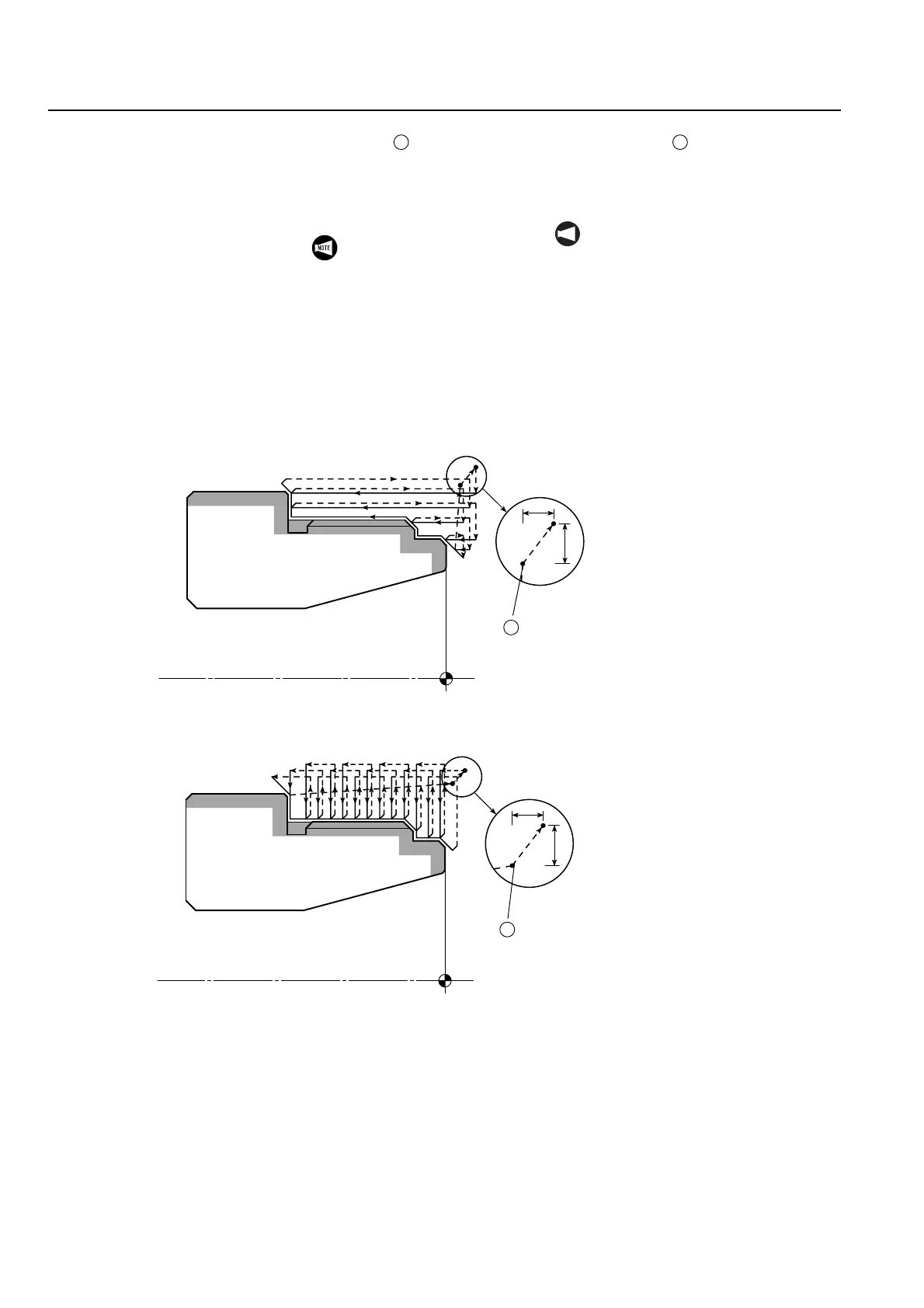
<G71>
<Trayectorias de herramienta para el ciclo de corte en
desbaste>
<G72>
<Applicable to Both G71 and G72>
The blocks from N100 to N200 define the
finishing shape.
During the blocks from N100 to N200, cutting
speed is S100 (100 m/min) and feedrate is F0.2
(0.2 mm/rev).
<Aplicable tanto a G71 como a G72>
Los bloques de N100 a N200 definen la forma de acabado.
Durante los bloques de N100 a N200, la velocidad de corte es
S100 (100 m/min) y la velocidad de avance es F0.2
(0,2 mm/rev.).
G01 X72.0 Z1.0 F1.0; . . . . . .
Positioning at , the start point of the
finishing cycle (G70)
Posicionamiento en , el punto inicial del ciclo
de acabado (G70)
G70 P100 Q200; . . . . . . . . . . Execution of the finishing cycle (G70)
Finish cutting is executed for the
shape defined by the blocks from
N100 to N200.
Ejecución del ciclo de acabado (G70)
El corte de acabado se ejecuta para la forma
definida por los bloques N100 a N200.
G00 X200.0 Z150.0;
M01;
1 1
Cutting conditions for
finishing:
Cutting speed
S200 (200 m/min)
Feedrate
F0.15 (0.15 mm/rev)
NOT A
Condiciones de corte para el
acabado:
Velocidad de corte
S200 (200 m/min)
Velocidad de avance
F0.15 (0,15 mm/rev)
W
U/2
Start from the point shifted by U/2, W.
Inicio desde el punto desplazado por U/2, W.
(X70.0, Z1.0)
1
W
U/2
Start from the point shifted by U/2, W.
Inicio desde el punto desplazado por U/2, W.
(X72.0, Z1.0)
1
 Loading...
Loading...