2-487MACHINE OPERATIONS OPERACIONES DE MECANIZADO
24-3 Using the Machine Coordinate System
Utilización del sistema de coordenadas de la máquina
When moving headstock 2 (B-axis) using the
machine coordinate system, record the machine
coordinate value at headstock 2 (B-axis) by using the
following procedure.
1) Position headstock 2 (B-axis) at the workpiece
transfer position manually.
2) Record the machine coordinate value displayed
on the CURRENT POSITION (ALL) screen.
3) Return headstock 2 (B-axis) to the zero point.
Cuando desplace el cabezal fijo 2 (eje B) sirviéndose del
sistema de coordenadas de la máquina, registre el valor de
coordenadas de la máquina en el cabezal fijo 2 (eje B)
siguiendo el proceso que le mostramos a continuación.
1) Coloque manualmente el contrapunto 2 (eje B) en la
posición de transferencia de la pieza.
2) Registre el valor de coordenadas de la máquina que
aparece en la pantalla POSICIÓN ACTUAL (TODO).
3) Vuelva a poner el contrapunto 2 (eje B) en el punto cero.
When setting the workpiece transfer position on
the WORK OFFSET screen, select the work
coordinate system that is used only for the
workpiece transfer operation. Do not use any
other work coordinate system.
NOT A
Cuando establezca la posición de transferencia de la
pieza en la pantalla CORRECCIÓN DE PIEZA,
seleccione el sistema de coordenadas de pieza que se
utilizará únicamente para esta operación de
transferencia de pieza. No utilice ningún otro sistema
de coordenadas de pieza.
G54;
M211;
M34 (M35); . . . . . . . . . . . . Phase synchronization or speed
synchronization command
Comando de sincronización de fase o de
velocidad
G00 B_ ;
G98 G01 B_ F1000; . . . . . Headstock 2 (B-axis) moves to the
workpiece transfer position.
El cabezal fijo 2 (eje B) se desplaza hasta la
posición de transferencia de pieza.
G38 J_ K_ F_ Q_ ; . . . . . . Workpiece pushing check Verificación del empuje de pieza
G99;
G04 U1.0;
. . . . . . . . .
Workpiece transfer, cut-off
Transferencia de pieza, tronzado
M36; . . . . . . . . . . . . . . . . . Phase/speed synchronization
command cancel
Cancelación del comando de sincronización de
fase/velocidad
G330; . . . . . . . . . . . . . . . . Headstock 2 (B-axis) moves to the
zero return position
El cabezal fijo 2 (eje B) se desplaza hasta la
posición de retorno a cero
M05;
S1000 M204;. . . . . . . . . . . After workpiece transfer, machining
starts at spindle 2
Tras la transferencia de pieza, se inicia el
mecanizado en el husillo 2
Set "0" for B of all work coordinate systems on
the WORK OFFSET screen.
NOT A
Defina "0" para B en todos los sistemas de
coordenadas de piezas en la pantalla CORREC.
PIEZA.
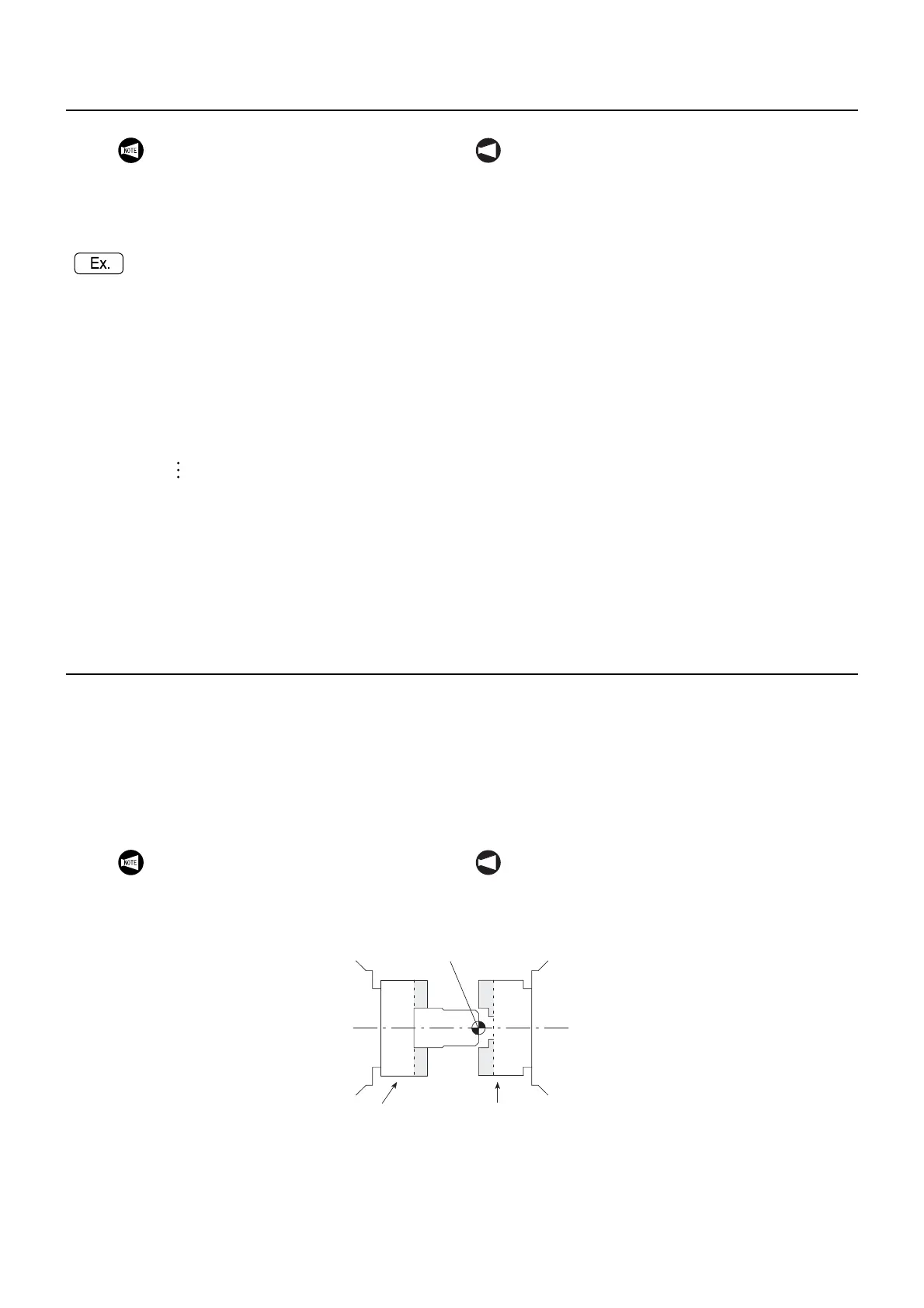
Workpiece Zero Point (G53 G00 B_ ;)
Punto cero de la pieza (G53 G00 B_ ;)
Chuck 1
Plato 1
Chuck 2
Plato 2
 Loading...
Loading...