2-451MACHINE OPERATIONS OPERACIONES DE MECANIZADO
20-4-4 Milling 2
Fresado 2
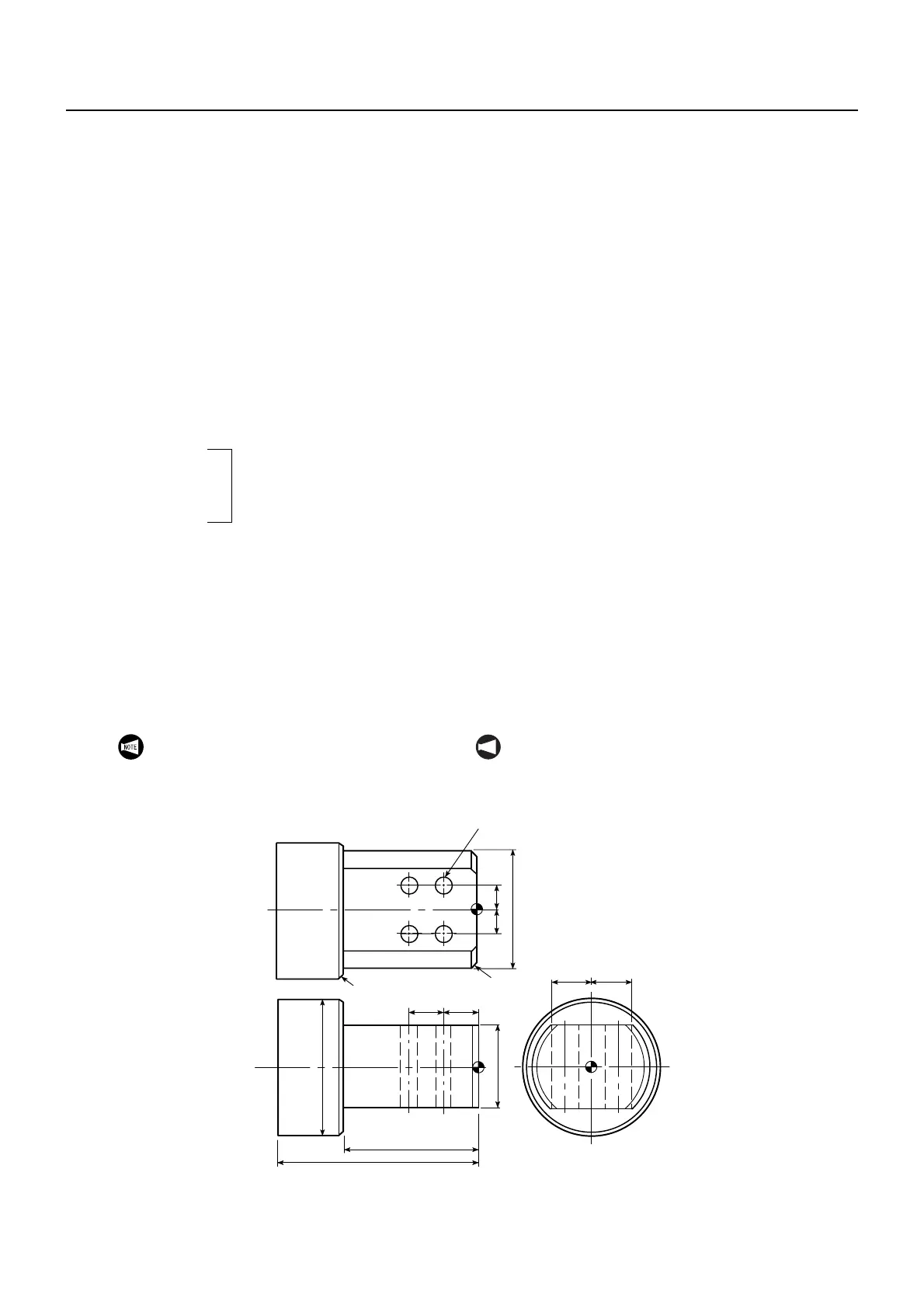
<Part drawing>
<Plano de pieza>
G97; . . . . . . . . . . . . . . . . . Calling the constant spindle speed
control
Llamada al control de velocidad constante del
husillo
X150.0 Z30.0 C30.0; . . . . Positioning at the hole machining start
position at a rapid traverse rate
Posicionamiento en la posición de inicio del
mecanizado de agujero a velocidad de avance
rápido
M329 S400;. . . . . . . . . . . . Calling a synchronized tapping cycle Llamada a un ciclo de roscado sincronizado
G84 Z−20.0 R−25.0 F1.25;
. . . . . . . . . . . . . . . . . . . . . Executing the face synchronized tap-
ping cycle at point A
• Z−20.0 . . . . . . . . . . . . . . . . . . .
Z coordinate value of point Z
(hole bottom)
• Z=−(depth of tap
+ tap engaging length)
= − (15 + 5) = −20 mm
• R−25.0. . . . . . . . . . . . . . . . . . .
Distance and direction from the
initial point (Z30.0) to point R
(Z5.0)
• F1.25 . . . . . . . . . . . . . . . . . . . .
Pitch 1.25 mm
Ejecución del ciclo de roscado sincronizado de
cara en el punto A
• Z−20.0 . . . . . . . . . . . . . . . . . . . . . . . . . .
Valor de la coordenada Z del punto Z
(fondo del agujero)
Z=−(profundidad de la rosca
+ longitud de conexión de la rosca)
= − (15 + 5) = −20 mm
• R−25.0 . . . . . . . . . . . . . . . . . . . . . . . . . .
Distancia y dirección desde el punto inicial
(Z30.0) al punto R (Z5.0)
• F1.25 . . . . . . . . . . . . . . . . . . . . . . . . . . .
Paso 1,25 mm
C90.0; . . . . . . . . Executing the face synchronized tap-
ping cycle (M329 G84) at points B to F
Ejecución del ciclo de roscado sincronizado de
cara (M329 G84) en los puntos B a F
C150.0;
C210.0;
C270.0;
C330.0;
G80; . . . . . . . . . . . . . . . . . Canceling the face synchronized tap-
ping cycle (M329 G84)
Cancelación del ciclo de roscado sincronizado de
cara (M329 G84)
G00 X200.0 Z100.0 M05;
. . . . . . . . . . . . . . . . . . . . . Stopping the rotary tool spindle Parada del husillo de herramienta giratoria
M46; . . . . . . . . . . . . . . . . . Canceling the C-axis connection Cancelación de la conexión del eje C
G99; . . . . . . . . . . . . . . . . . Specifying the feed per revolution
mode
Especificación del modo de avance por revolu-
ción
M30; . . . . . . . . . . . . . . . . . Ends program execution. Finaliza la ejecución del programa.
The following program can be used only by the
Y-axis specification machines.
NOT A
El siguiente programa únicamente podrá ser utilizado
por las máquinas con especificación del eje Y.
8
8
40
C3
C1
13,229
13,229
13.229
13.229
20
60
100
50
30
20
φ
φ
φ8-4 Through Hole
φ8-4 agujero pasante
 Loading...
Loading...