2-455MACHINE OPERATIONS OPERACIONES DE MECANIZADO
20-4-5 Milling 3
Fresado 3
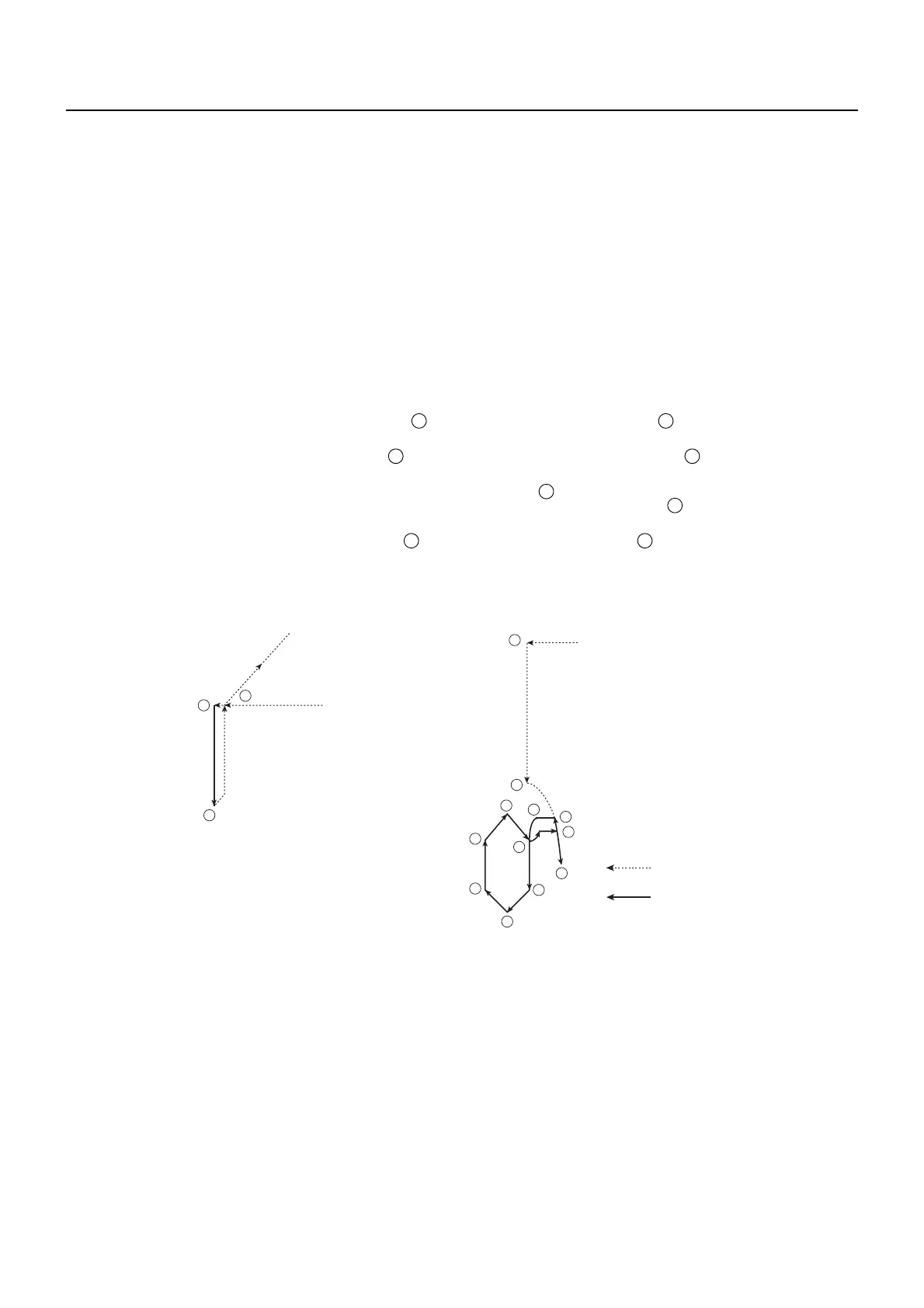
Rough Face Cutting (N1) Corte de desbastado de superficie (N1)
Face Finishing (N2) Acabado de superficie (N2)
M8;. . . . . . . . . . . . . . . . . . . Coolant supply Suministro de refrigerante
M69;. . . . . . . . . . . . . . . . . . Spindle brake unclamp Freno de husillo suelto
G99G18M46; . . . . . . . . . . . The feed per revolution mode.
Selecting the Z-X plane. Canceling
the C-Axis connection.
El modo de avance por revolución. Selección
del plano Z-X Cancelación de la conexión del
eje C.
G50S2000; . . . . . . . . . . . . Setting the spindle speed limit for
automatic operation at 2000 min
−1
.
Ajuste del límite de velocidad del husillo para
el funcionamiento automático a 2000 min
−1
.
G54;. . . . . . . . . . . . . . . . . . Selecting work coordinate system 1. Selección del sistema de coordenadas de
trabajo 1.
G0T0202;. . . . . . . . . . . . . . Rotating the turret to index No. 2 tool. Giro de la torreta para indexar la herramienta
N°2.
G96S130M3; . . . . . . . . . . . Regulating the feedrate at 130 m/min. Regulación de la velocidad de avance a
130 m/min.
G0X81.Z3; . . . . . . . . . . . . .
Positioning at at a rapid traverse
rate.
Colocación en a velocidad de avance
rápido.
Z.1; . . . . . . . . . . . . . . . . . .
Moving to for rough face cutting. Desplazamiento al para el corte de
desbastado de superficie.
G1X31.4F.25;. . . . . . . . . . .
Executing rough face cutting up to
at a feedrate of 0.25 mm/rev.
Ejecución del corte de desbastado de la
superficie hasta a la velocidad de avance
de 0,25 mm/vuelta.
G0X81.Z3; . . . . . . . . . . . . .
Returning to . Regreso al .
X406.Z250; . . . . . . . . . . . . Retracting the tool from the workpiece. La herramienta se retrae desde la pieza.
M01;. . . . . . . . . . . . . . . . . . Optional stop Parada opcional
1 1
2 2
3
3
1 1
1
2
3
1
2
3
4
12
5
11
10
9
8
7
6
<N1>
<N3>
Rapid Traverse
Avance rápido
Cutting Feed
Avance cortante
 Loading...
Loading...