2-309MACHINE OPERATIONS OPERACIONES DE MECANIZADO
16-3 Example Program
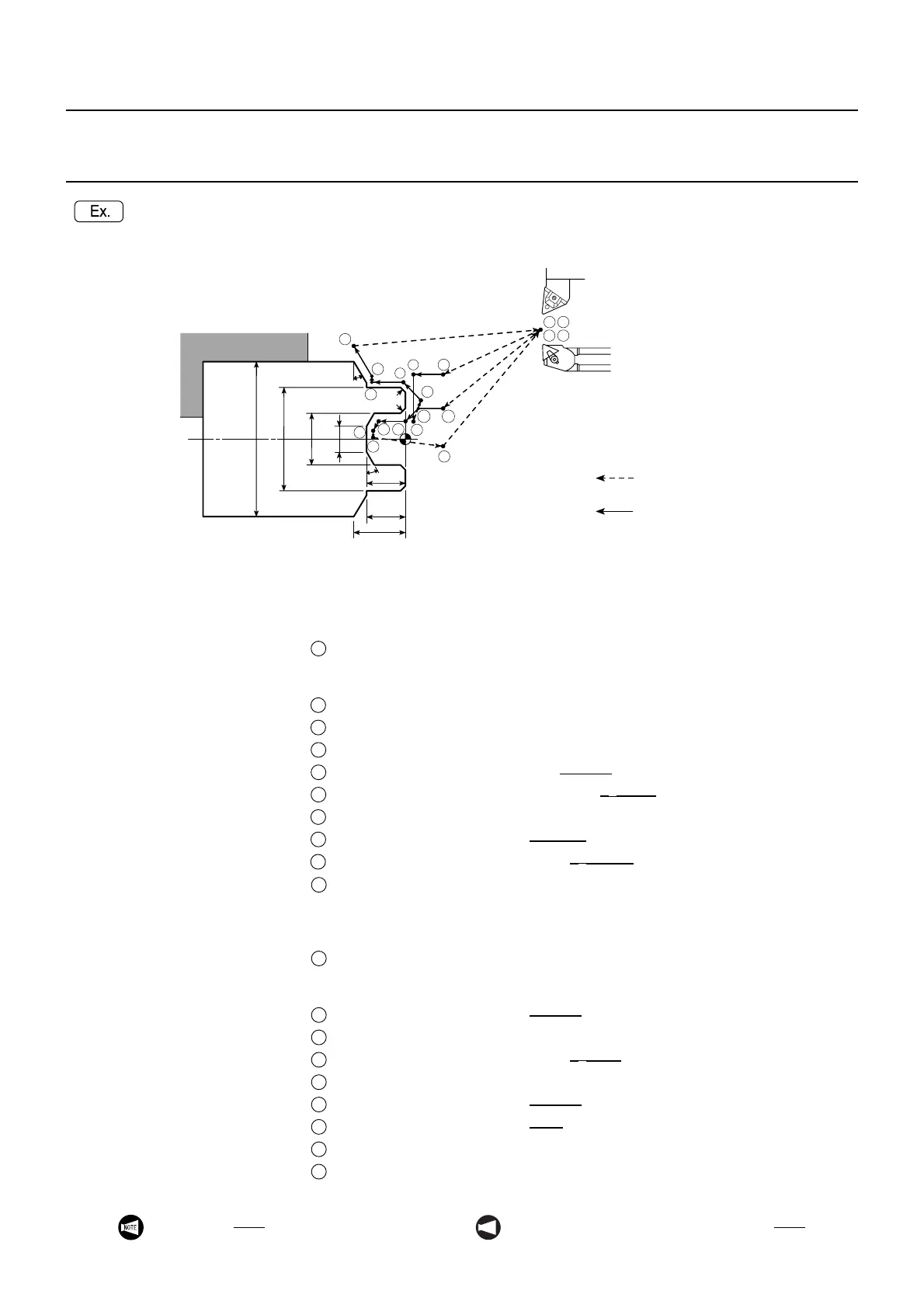
Ejemplo de programa
O.D. and I.D. cutting Corte de D.E. y de D.I.
<Without taking into consideration the tool nose radius> <Tool nose radius = 0.4 mm>
<Sin tener en consideración el radio de la nariz de la
herramienta>
<Radio de la nariz de la herramienta = 0,4 mm>
O1; O1;
N1; N1;
G50 S2000;. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G50 S2000;
G00 T0101; G00 T0101;
G96 S180 M03; G96 S180 M03;
X46.0 Z20.0 M08; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
X46.0 Z20.0 M08;
G01 Z0 F1.0;. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G01 Z0 F1.0;
X20.0 F0.15; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
X20.0 F0.15;
G00 X34.0 Z1.0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G00 X33.532
Z1.0;
G01 X40.0 Z−2.0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G01 X40.0 Z
−2.234;
Z−15.0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Z−15.0;
X42.679; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
X42.094;
X60.0 Z−20.0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
X60.0 Z−20.169;
G00 X200.0 Z100.0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G00 X200.0 Z100.0;
M01; M01;
N2; N2;
G50 S2500;. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G50 S2500;
G00 T0202; G00 T0202;
G96 S200 M03; G96 S200 M03;
X31.0 Z20.0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
X31.468
Z20.0;
G01 Z1.0 F1.0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G01 Z1.0 F1.0;
X25.0 Z−2.0 F0.15; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
X25.0 Z−2.234 F0.15;
Z−12.113; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Z−12.282;
X15.0 Z−15.0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
X15.586 Z−15.0;
X0;. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
X0.8;
G00 U−1.0 Z20.0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
G00 U−1.0 Z20.0;
X200.0 Z100.0; . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
X200.0 Z100.0;
M01; M01;
15
20
15
C2
30°
1
11
19
9
8
7
6
3
5
4
13
12
18
17
16
15
14
15
25
40
60
30°
10
2
T01
T02
φ
φ
φ
φ
Rapid Traverse
Avance rápido
Cutting Feed
Avance cortante
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
Underlined " " coordinate values include
offset data.
NOT A
Los valores de coordenadas subrayados " "
incluyen los datos de corrección.
 Loading...
Loading...