2-481MACHINE OPERATIONS OPERACIONES DE MECANIZADO
24-1-2 G38 Workpiece Pushing Check
G38 Verificación del empuje de la pieza
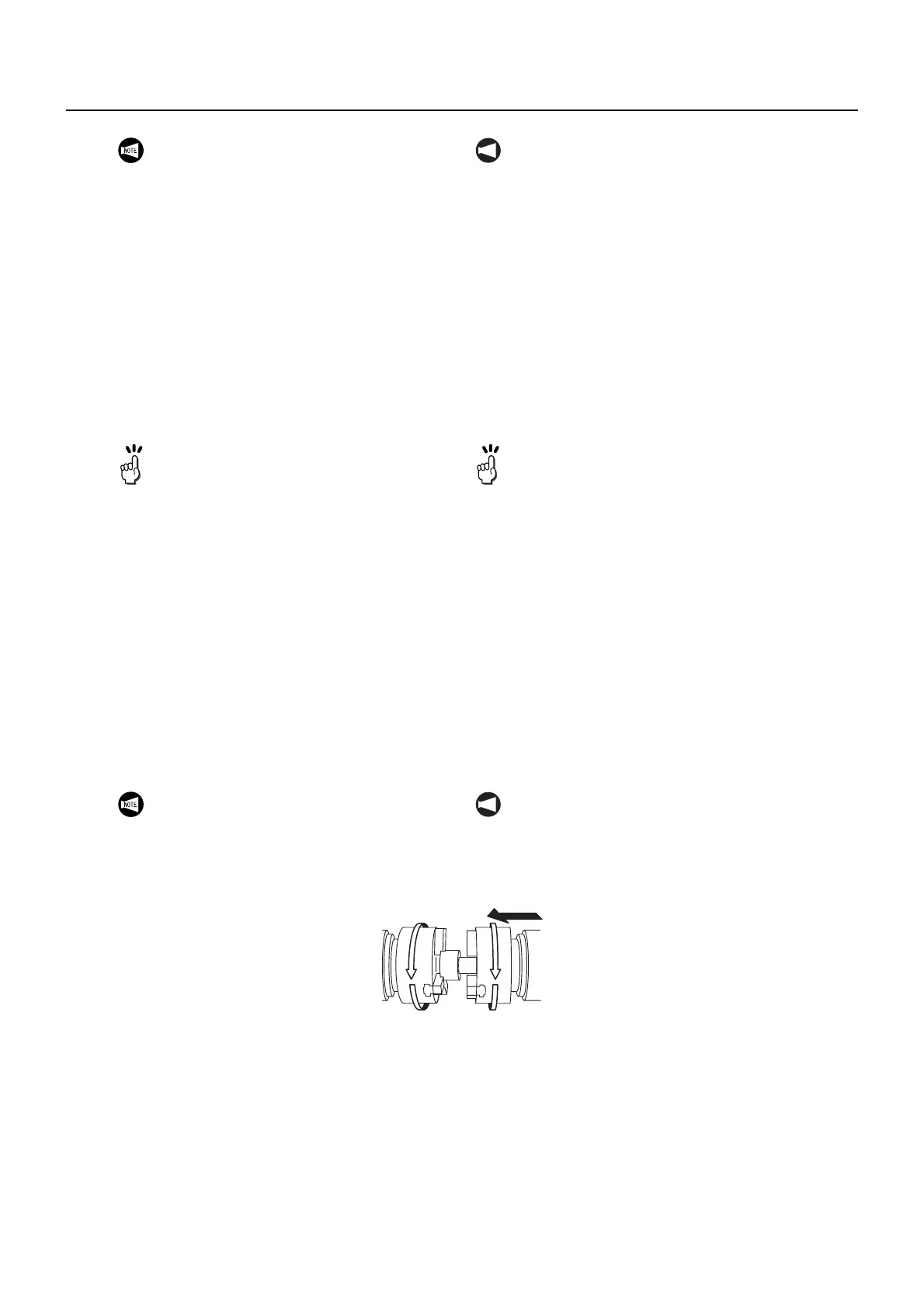
The G38 command is specified when transferring the
workpiece clamped in chuck 1 to chuck 2.
In the workpiece transfer operation, when the posi-
tion error of the B-axis servomotor of spindle 2
reaches the parameter-set value, the workpiece is
judged to have been brought into contact with the
reference face of chuck 2. Then, chuck 2 is clamped
and the program advances to the next block.
La instrucción G38 se especifica al transferir la pieza sujeta
en el plato 1 al plato 2.
En la operación de transferencia de la pieza, cuando del error
de posición del servomotor del eje B del husillo 2 alcanza el
valor fijado en el parámetro, se considera que la pieza se ha
puesto en contacto con la superficie de referencia del plato 2.
Entonces, el plato 2 queda bloqueado y el programa avanza
al bloque siguiente.
4. If an M34 command is specified when
both spindle 1 and spindle 2 chucks are
clamped, an alarm message (EX2419) is
displayed on the screen.
5. Do not specify the M05 command in the
phase synchronized operation mode or
speed synchronized operation mode. If
the M05 command is specified in these
modes, spindles 1 and 2 stop rotating in
synchronization and the phase synchro-
nized operation mode or the speed syn-
chronized operation mode is canceled.
6. Usually, the spindle cannot be started
while the chuck is open. Chuck clamp/
unclamp operation is not allowed while the
spindle is rotating, either. However, these
operations are allowed in the synchronous
operation mode.
NOT A
4. Si especifica un comando M34 cuando los platos
de los husillos 1 y 2 están sujetos, se muestra el
mensaje de alarma (EX2419) en la pantalla.
5. No especifique el comando M05 en el modo de
funcionamiento en fase sincronizada o en el
modo de funcionamiento de velocidad sincroni-
zada. Si especifica el comando M05 en estos
modos, los husillos 1 y 2 dejan de girar de
manera sincronizada y se cancela el modo de
funcionamiento de fase o de funcionamiento de
velocidad sincronizada.
6. Normalmente, no puede iniciarse el husillo mien-
tras el mandril está abierto. La operación de
sujeción/desbloqueo del mandril tampoco está
permitida mientras el husillo está girando. Sin
embargo, estas operaciones están permitidas en
el modo de funcionamiento sincronizado.
The M34 command can be specified for
transferring a workpiece with a round sectional
shape. However, since the M34 command
synchronizes spindle speed after the
completion of phase synchronization, it takes a
long time to synchronize both the speeds and
phases. To shorten idle time, you are
recommended to specify the M35 command if
the workpiece has a round section.
Se puede especificar el comando M34 para transferir
una pieza con una sección transversal redonda. No
obstante, dado que el comando M34 sincroniza la
velocidad del husillo tras haber finalizado la
sincronización de la fase, llevará mucho tiempo
sincronizar tanto las velocidades como las fases. Para
reducir el tiempo de espera, le recomendamos que, en
el caso de que la pieza tenga una sección transversal
redonda, especifique el comando M35.
1. G38 command can be specified with
headstock 2 specifications only.
2. For spindle 2 tailstock specifications, set
"SPINDLE 2" for "SPINDLE 2/TAIL-
STOCK" on the OPERATION PANEL
screen before specifying G38.
NOT A
1. La instrucción G38 solamente puede especifi-
carse con especificaciones del contracabezal 2.
2. Para las especificaciones del contrapunto del
husillo 2, ajuste "HUSILLO2" para "HUSILLO2/
CONTRAPUNTO" en la pantalla del PANEL DE
MANDO antes de especificar G38.
G38 B(J, V)_ K_ F_ Q_ ;
• B . . . . . . . . . . . Absolute command
Specifies the B-coordinate of workpiece
transfer position on the work coordinate
system.
Comando absoluto
Especifica la coordenada B de la posición de
transferencia de la pieza en el sistema de
coordenadas de pieza.
• J. . . . . . . . . . . . Incremental command
Specifies the distance and direction of the
workpiece transfer position in reference to
the present position.
Comando incremental
Especifica la distancia y la dirección de la
posición de transferencia de la pieza en relación
a la posición actual.
• V . . . . . . . . . . . Coordinate value on the machine
coordinate system
Specifies the coordinate value of the
workpiece transfer position on the
machine coordinate system.
Valor de coordenadas en el sistema de
coordenadas de la máquina
Especifica el valor de las coordenadas de la
posición de transferencia de pieza en el sistema
de coordenadas de pieza.
 Loading...
Loading...