2-287MACHINE OPERATIONS OPERACIONES DE MECANIZADO
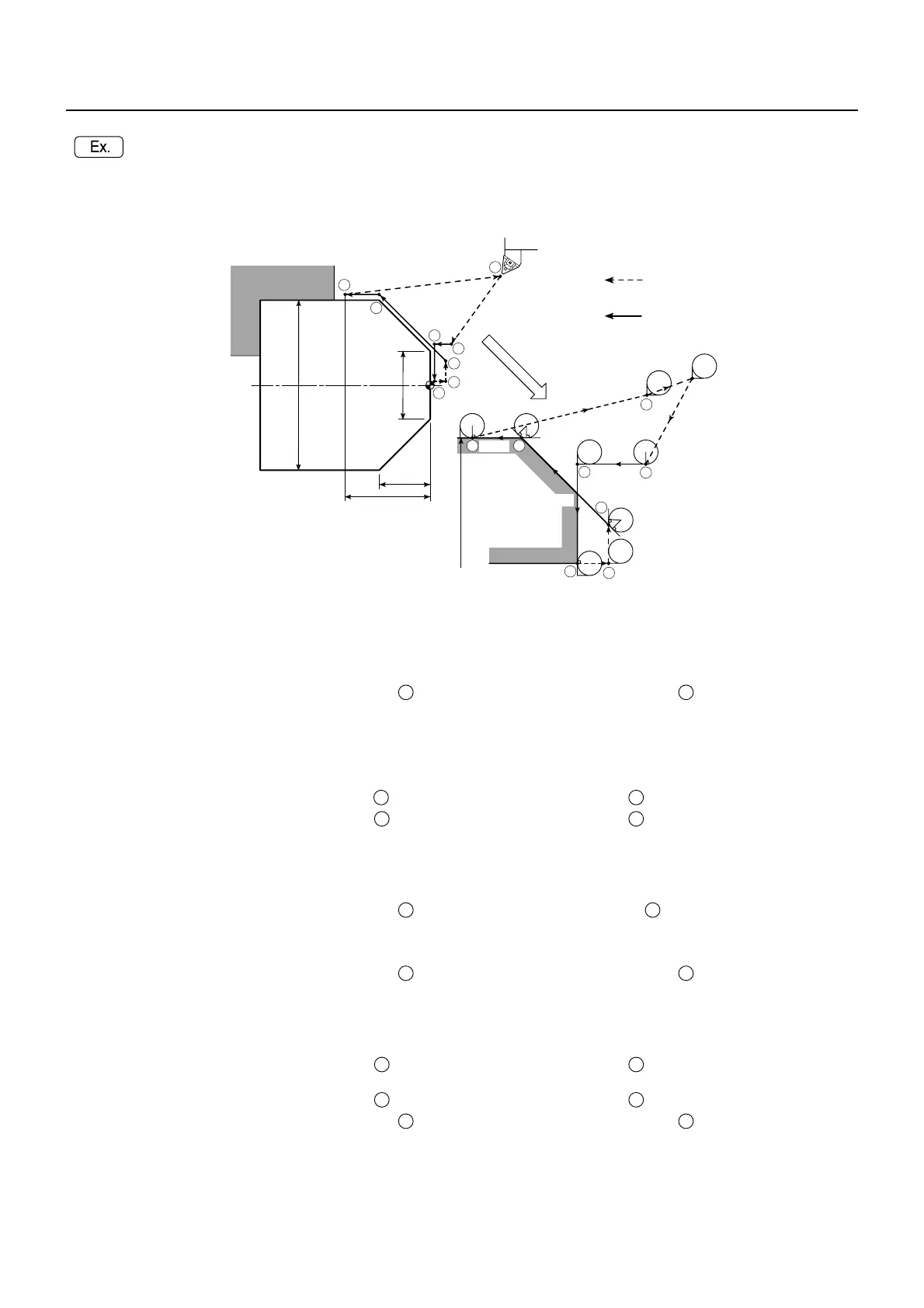
Facing and O.D. cutting with in O.D. cutting tool Refrentado y corte de D.E. con una herramienta de corte de
D.E.
O1;
N1;
G50 S2000;
G00 T0101;
G96 S180 M03;
(a) G42 X45.0 Z20.0 M08; . . .
Positioning at (X45.0, Z20.0) at a
rapid traverse rate
Since the block contains G42, this is
the start-up block.
The tool is offset to the right in
reference to the direction the cutting
tool will advance.
Posicionamiento en (X45.0, Z20.0) a
velocidad de avance rápido
Dado que el bloque contiene G42, este es el
bloque de inicio.
La herramienta se corrige a la derecha en
referencia a la dirección en que avanzará la
herramienta de corte.
(b) G01 Z0 F1.0; . . . . . . . . . .
Cutting to at feedrate of 1.0 mm/rev Corte hasta a una velocidad de 1,0 mm/rev
(c) G41 X0 F0.15; . . . . . . . . .
Cutting to at feedrate of 0.15 mm/
rev
Since the block contains G41, the
cutting tool moves up to the position
where the tool position is offset to the
left.
Corte hasta a una velocidad de avance de
0,15 mm/rev
Dado que el bloque contiene G41, la herramienta
de corte asciende hasta la posición en la que la
posición de la herramienta se corrige hacia la
izquierda.
G40 G00 W1.0; . . . . . . . .
Positioning at at a rapid traverse
rate
Since the block contains G40, this
block cancels the offset mode.
Colocación en a velocidad de avance rápido
Dado que el bloque contiene G40, este bloque
cancela el modo de corrección.
G42 X38.0; . . . . . . . . . . . .
Positioning at at a rapid traverse
rate
Since the block contains G42, the
cutting tool moves up to the position
where the tool position is offset to the
right.
Posicionamiento en a una velocidad de
avance rápido
Dado que el bloque contiene G42, la herramienta
de corte asciende hasta la posición en la que la
posición de la herramienta se corrige hacia la
derecha.
G01 X100.0 Z−30.0; . . . . .
Cutting to at a feedrate of
0.15 mm/rev
Corte hasta a una velocidad de
0,15 mm/rev
Z−50.0; . . . . . . . . . . . . . . .
Cutting to along a straight line Corte hasta a lo largo de una línea recta
G40 G00 U1.0 Z20.0; . . .
Positioning at at a rapid traverse
rate to retract cutting tool from the
workpiece
Since the block contains G40, this
block cancels the offset mode.
Posicionamiento en a velocidad de avance
rápido para retroceder la herramienta de corte
desde la pieza
Dado que el bloque contiene G40, este bloque
cancela el modo de corrección.
X150.0 Z100.0 M09;
M01;
30
50
100
40
G40
G42
(G42)
G41
G42
(G42)
(G42)
100
φ
φ
φ
1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
Cancel Mode
Modo de cancelación
Start-Up
Inicio
Rapid Traverse
Avance rápido
Cutting Feed
Avance cortante
Offset Mode
Modo de
corrección
1 1
2 2
3 3
4 4
5 5
6 6
7 7
8 8
 Loading...
Loading...