2-285MACHINE OPERATIONS OPERACIONES DE MECANIZADO
3. Cutting an arc-shaped step whose height is
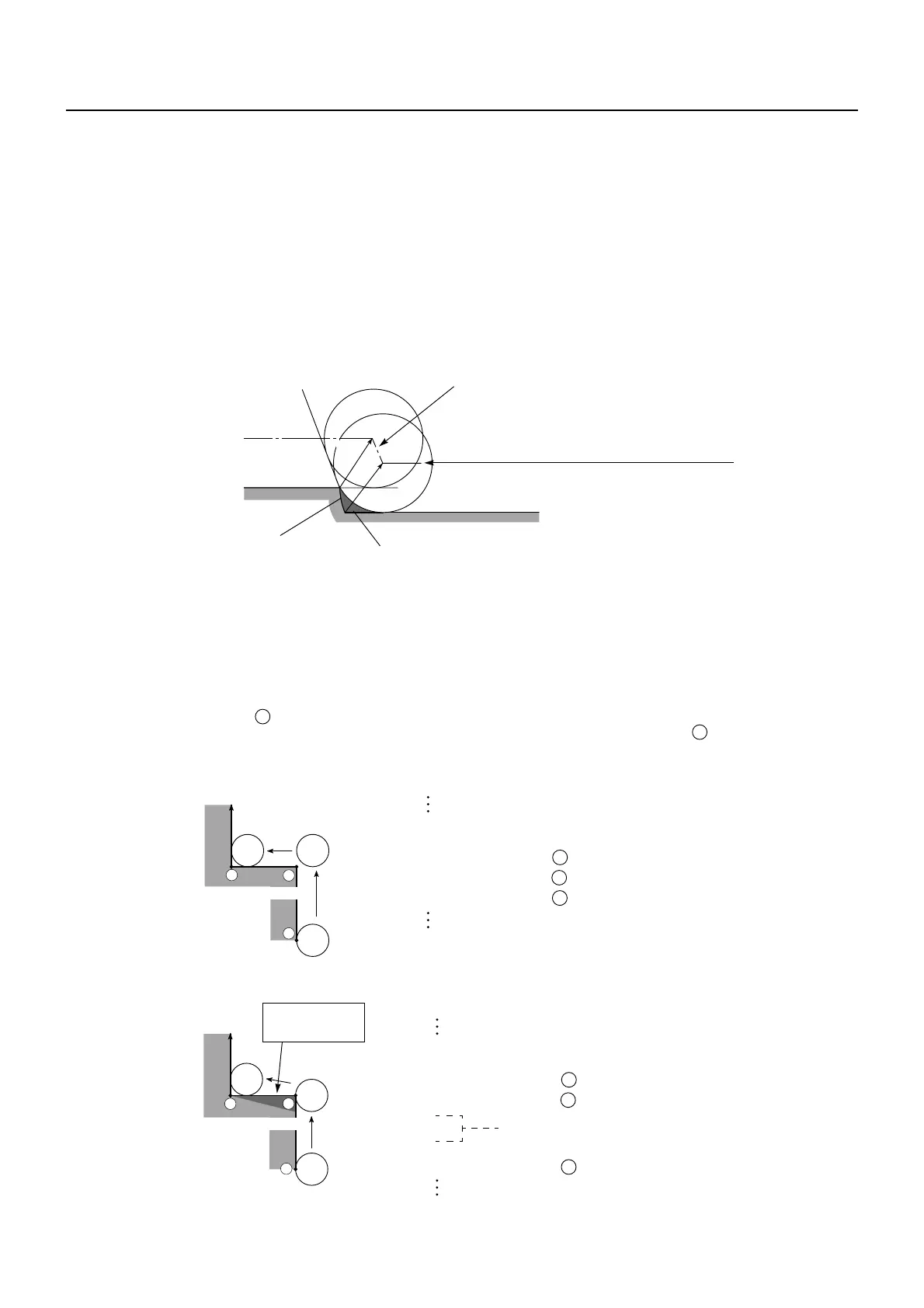
smaller than the tool nose radius
If cutting an arc-shaped step whose height is
smaller than the tool nose is called in a program,
the tool nose center path generated by the tool
nose radius offset might cause axis motion in the
direction opposite to the programmed tool path
direction.
In such a case, the first vector is ignored and the
tool moves along the straight line to the tip point
of the second vector.
Although the operation is continued without
causing an alarm, undercut portion is left in the
workpiece.
3. Corte de un escalón en forma de arco cuya altura sea
menor que el radio de la nariz de la herramienta.
Si se llama en un programa al corte de un escalón en
forma de arco cuya altura sea inferior que la nariz de la
herramienta, la trayectoria del centro de la nariz de la
herramienta generada mediante la corrección del radio
de la nariz de la herramienta podría ocasionar un
movimiento del eje en la dirección opuesta a la dirección
de la trayectoria de herramienta programada.
En tal caso, el primer vector se ignora y la herramienta
se mueve a lo largo de la línea hasta el punto de de la
punta del segundo vector.
Aunque la operación sigue sin saltar una alarma, una
porción de infracorte se produce en la pieza.
4. No axis motion commands being specified in two
or more consecutive blocks:
If no X- or Z-axis movement commands are
specified in two or more consecutive blocks while
in offset mode, over-cutting may occur as
indicated below as buffering of two blocks is not
possible. This is because the center of the tool
nose is positioned at right angles to the tool path
at the end point of the preceding block by
commands issued in reference to that block.
4. No se especifican instrucciones de movimiento del eje
en dos o más bloques consecutivos:
Si no se especifican instrucciones de movimiento del eje
X o Z en dos o más bloques consecutivos durante el
modo de corrección, podrá producirse un sobrecorte tal
y como se indica a continuación, ya que no se podrán
almacenar en memoria dos bloques. Esto se debe a
que el centro de la nariz de la herramienta se encuentra
en el ángulo recto respecto a la trayectoria de
herramienta en el punto final del bloque anterior
mediante instrucciones emitidas de acuerdo con este
bloque.
Programmed Tool Path
Trayectoria de la herramienta programada
Tool Nose Center Path
Trayectoria del centro de la nariz de la herramienta
Tool motion along a straight line
Movimiento de herramienta a lo largo de una línea recta
Arc
Arco
Undercut Portion
Parte con infracorte
2
2
(X60.0, Z−25.0) (X60.0, Z−20.0)
(X30.0, Z−20.0)
3
2
1
(G42 mode)
(Modo G42)
X30.0 Z−20.0; . . . . . . . . . .
X60.0; . . . . . . . . . . . . . . . .
Z−25.0; . . . . . . . . . . . . . . .
Tool paths are offset correctly due to the 2-block buffering function.
Las trayectorias de la herramienta se corrigen correctamente debido
a la función de almacenamiento de 2 bloques.
1
2
3
(X60.0, Z−25.0) (X60.0, Z−20.0)
(X30.0, Z−20.0)
1
2
3
For Overcutting
Para sobrecorte
(G42 mode)
(Modo G42)
X30.0 Z−20.0; . . . . . . . . . .
X60.0; . . . . . . . . . . . . . . . .
M_ ;
S_ ;
Z−25.0; . . . . . . . . . . . . . . .
1
2
No X- or Z-axis movement commands
in two or more blocks.
Ausencia de instrucciones de movimiento del eje X
3
 Loading...
Loading...