2-220 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
Programming using M28 and M29
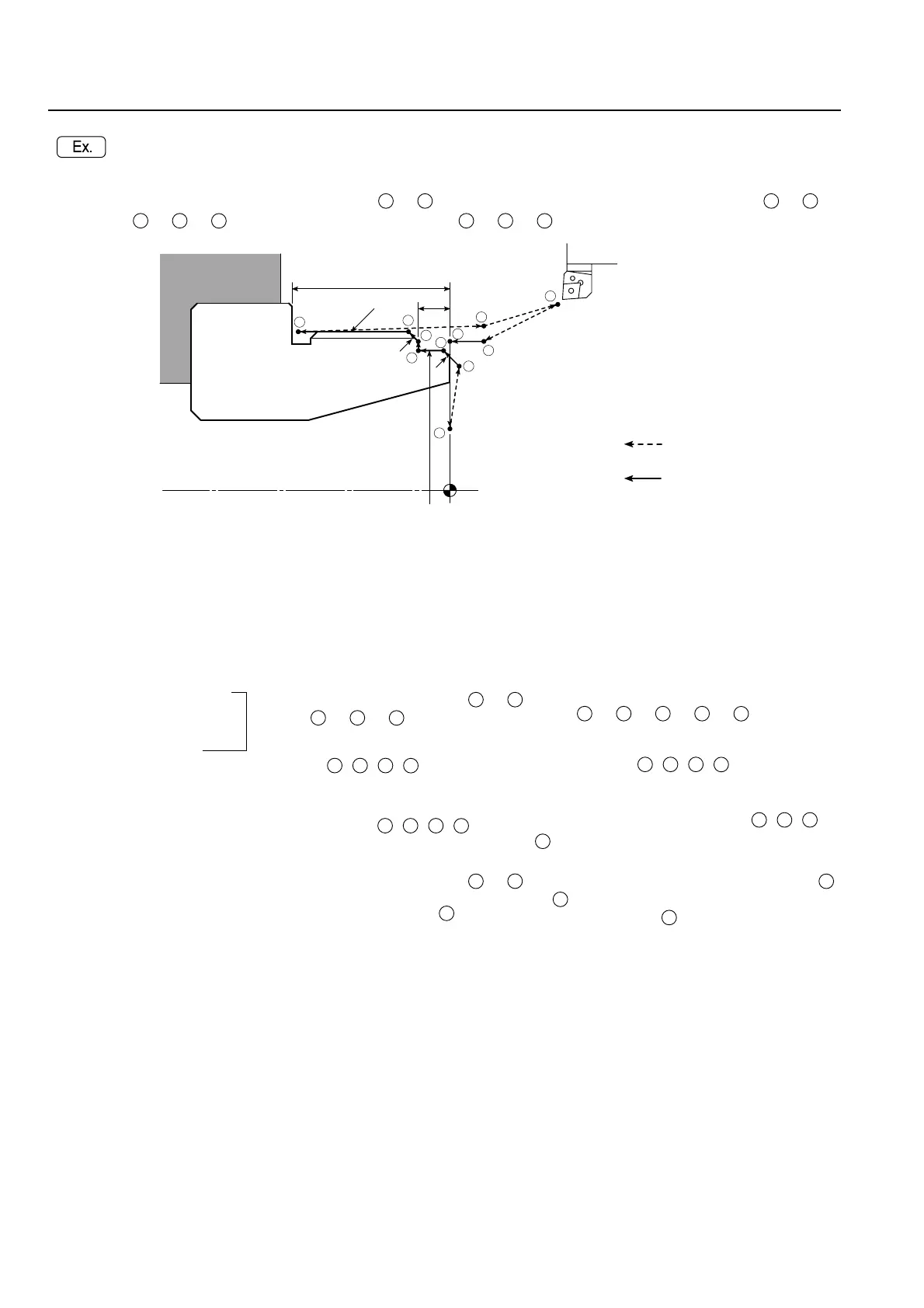
Using the M28 command for movement in →
→ → → in the following diagram.
Programación mediante M28 y M29
Uso de la instrucción M28 para el movimiento en → →
→ → en el diagrama siguiente.
4 5
6 7
8
4 5
6 7
8
O1;
N1;
G50 S2000;
G00 T0101;
G96 S200 M03;
X56.0 Z20.0 M08;
G01 Z0 F1.0;
X30.0 F0.15;
G00 X50.0 W1.0;
M28; . . . . . . . . . . . . . . . . . In-position check valid Verificación de posición interior válida
G01 X54.0 Z−1.0; . . . . .
Z−5.0;
X56.8;
X59.8 Z−6.5;
Moving the cutting tool from →
→ → → at a feedrate of
0.15 mm/rev.
The exact positioning at each end
point , , , of movement is
checked by the NC. Before starting
the movement commands in the next
block, the feed stops at each end point
of movement , , , once.
Desplazamiento de la herramienta de corte
desde → → → → a una
velocidad de avance de 0,15 mm/rev.
El CN comprueba el posicionamiento exacto en
cada punto final , , , de movimiento.
Antes de iniciar los comandos de movimiento en
el bloque siguiente, el avance se detiene una vez
en cada punto final de movimiento , , ,
.
M29; . . . . . . . . . . . . . . . . . In-position check invalid Verificación de posición interior no válida
Z−23.0 F0.2; . . . . . . . . . . .
Moving the cutting tool from →
at a feedrate of 0.2 mm/rev
Without deceleration at , the cutting
tool starts executing the command in
the next block.
Movimiento de la herramienta de corte desde
→ a una velocidad de avance de 0,2 mm/rev
Sin deceleración en , la herramienta de corte
comienza a ejecutar la instrucción en el bloque
siguiente.
G00 U1.0 Z20.0;
X200.0 Z150.0 M09;
M01;
1
4
3
2
C1
C1.5
5
25
M60 × P2
11
10
5
6
7
8
9
54
φ
Rapid Traverse
Avance rápido
Cutting Feed
Avance cortante
4 5
6 7
8
5 6 7
8
5 6 7
8
4 5 6 7
8
5 6 7
8
5 6 7
8
8
9
9
8
9
9
 Loading...
Loading...