2-337MACHINE OPERATIONS OPERACIONES DE MECANIZADO
Calculating the wall direction (blank workpiece
shape)
Cálculo de la dirección de la pared (forma de pieza bruta)
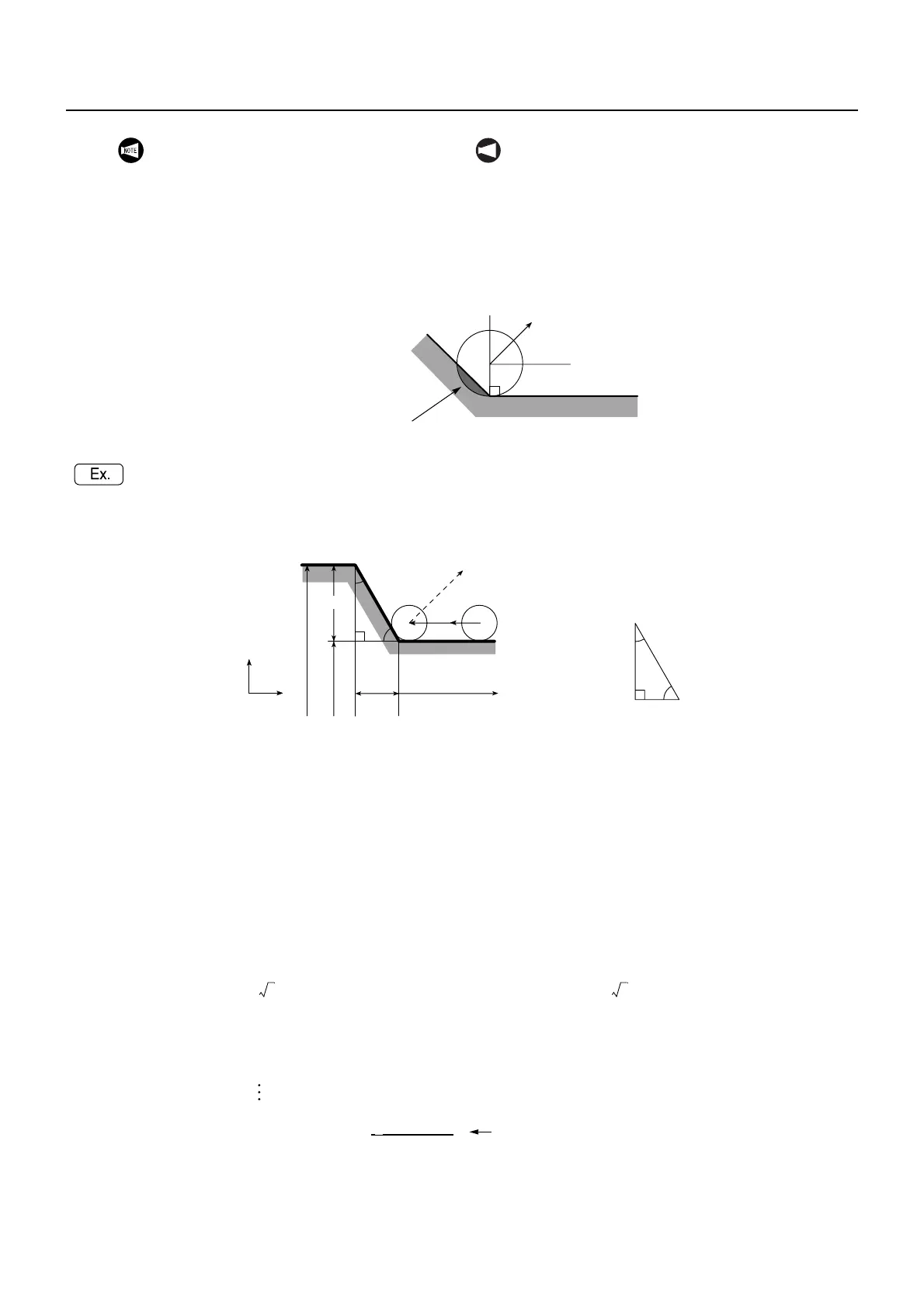
1. Value "J" is calculated as shown in the diagram
above.
J = 15
Because it is measured in the positive direction of
Y, the designation should be "J15.0".
Next, value "I" is calculated as:
I = AC = 15 × tan30° = 8.660
Because it is measured in the negative direction
on the X-axis, the designation should be "I−8.66"
2. Since I and J commands are used to define the
direction of the wall, the ratio between the sides
of a triangle may be used instead of calculating
actual lengths.
The ratio of three sides of the triangle given on
the left is known as:
A : B : C = 2 : 1 : (= 1.732)
Therefore, the designation should be "I−1.0
J1.732".
I and J commands may be specified in either
method as described above.
1. El valor "J" se calcula tal y como se muestra en el
diagrama anterior.
J = 15
Debido a que se mide en la dirección positiva del eje Y,
la designación debería ser "J15.0".
A continuación, se calcula el valor "I" como
I = AC = 15 × tan30° = 8,660
Dado que se mide en la dirección negativa del eje X, la
designación debería ser "I−8.66".
2. Dado que las instrucciones I y J se emplean para definir
la dirección de la pared, podrá usarse la relación entre
los lados del triángulo en lugar de calcular la longitud
real.
La relación de los tres lados del triángulo de la izquierda
es:
A : B: C = 2 : 1 : (= 1,732)
Por consiguiente, la designación debería ser "I−1.0
J1.732".
Las instrucciones I y J podrán especificarse mediante
cualquier método tal y como se describe anteriormente.
2. If "I_ J_" is not specified in the G40 block,
the offset mode cancel point is set at the
end point of the preceding block; at this
end point, the center of the tool lies at right
angles to the tool path generated by the
commands in the preceding block. This
causes an overcut on the wall.
G40 G00 X_ Y_ ;
NOT A
2. Si no se especifica "I_ J_ " en el bloque G40, el
punto de cancelación del modo de corrección se
ajusta en el punto final del bloque anterior; en
este punto final, el centro de la herramienta se
encuentra en el ángulo recto respecto a la trayec-
toria de la herramienta generada mediante las
instrucciones del bloque anterior. Esto provoca
un sobrecorte en la pared.
G40 G00 X_ Y_ ;
G40
(G42)
Overcuts occur.
Se produce un sobrecorte.
30°
60°
C
J=15
I40
B
A
50
35
+X
+Z
(G40)
(G42)
30
°
60°
J=C
I = B
A
3 3
G01 X−40.0;
G40 G00 X−10.0 Y100.0 I−8.66 J15.0;
I−1.0 J1.732 Interchangeable
I−1.0 J1.732 Intercambiable
 Loading...
Loading...