2-644 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
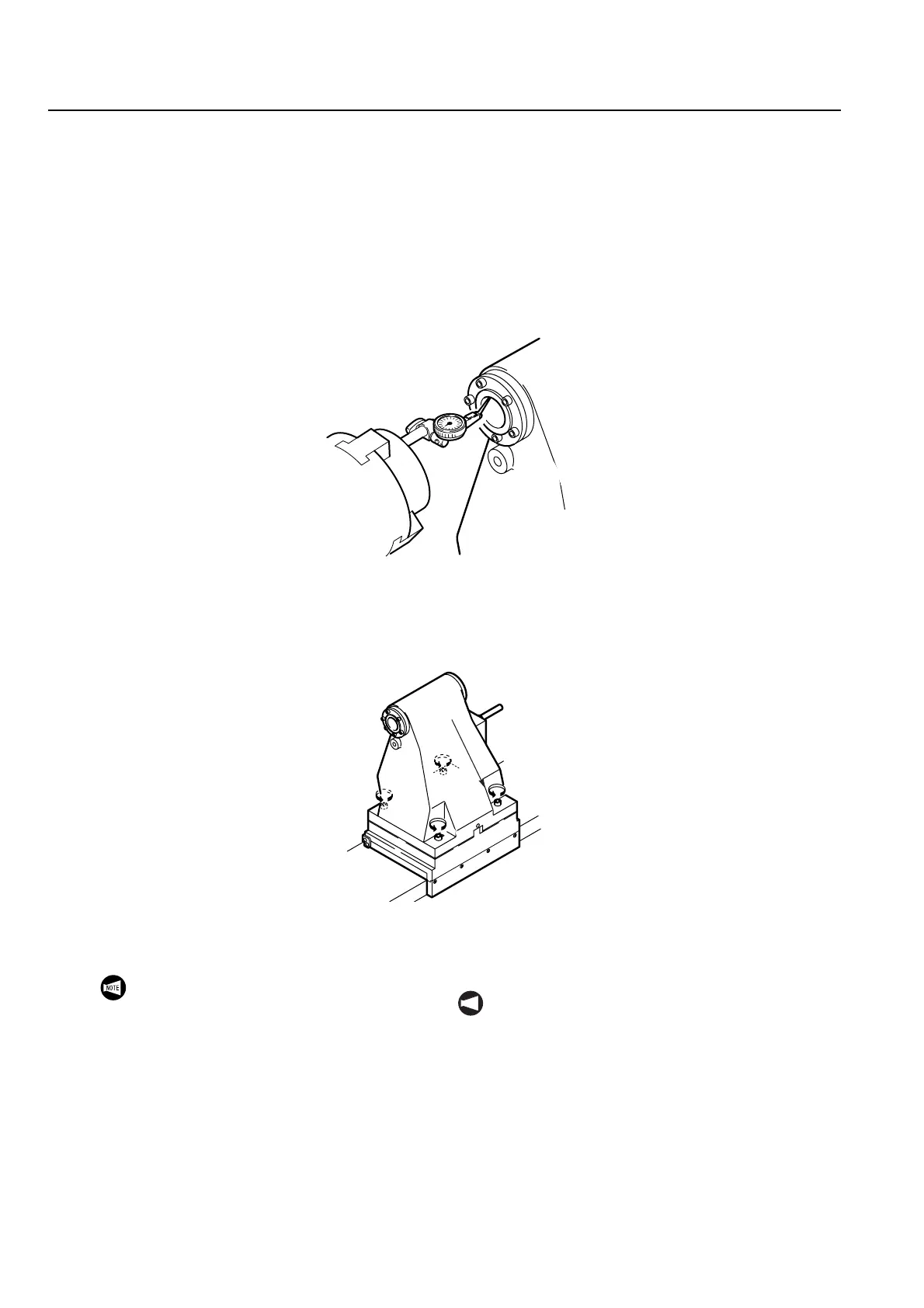
7) Confirm tailstock center deviation according to
the following procedure.
a) Remove the center.
b) Bring the lever type dial test indicators
stylus into contact with the internal
diameter surface of the center hole and
set the scale to "0".
c) Turn the spindle a single rotation by hand
and confirm the tailstock center deviation.
7) Compruebe la desviación del centro del contrapunto
siguiendo los pasos que se muestran a continuación.
a) Retire el centro.
b) Ponga en contacto la aguja del indicador de prueba
mediante un calibrador de dial con la superficie del
diámetro interno del orificio central y configure la
escala a "0".
c) Haga girar el husillo manualmente una única vez y
compruebe la desviación del centro del
contrapunto.
8) Using a hex wrench, loosen the 4 hexagon
socket head cap screws securing the tailstock.
8) Sirviéndose de una llave hexagonal, afloje los 4 tornillos
de cabeza cilíndrica con hueco hexagonal que sujetan el
contrapunto.
9) Using a hex wrench, loosen the give adjustment
screw on the turret side of the tailstock.
10) To loosen the gib, strike the gib plate at the base
of the tailstock on the operator side lightly with a
hammer and rod as shown in the diagram below.
9) Sirviéndose de una llave hexagonal, afloje el tornillo de
ajuste de la chaveta situado en el lateral de la torreta del
contrapunto.
10) Para aflojar la chaveta, golpee suavemente con un
martillo y vástago la placa de la chaveta en la base del
contrapunto situado al lateral del operador tal y como se
muestra en el siguiente diagrama.
On NL3000 specification machines, loosen the
turret side give adjustment screw and tighten
the operator side adjustment screw.
NOT A
En las máquinas de especificación NL3000, afloje el
tornillo de ajuste de la chaveta del lateral de la torreta
y ciña el tornillo de ajuste del lateral del operador.
 Loading...
Loading...