2-155MACHINE OPERATIONS OPERACIONES DE MECANIZADO
Programming positioning using a work coordinate
system (G54 to G59) (1)
To carry out continuous operation, it is necessary to
transfer the workpiece from spindle 1 to spindle 2.
The work coordinate system for spindle 1 is set to
G54 and spindle 2 to G55.
Posicionamiento de la programación mediante un sistema
de coordenadas de pieza (G54 a G59) (1)
Para llevar a cabo el funcionamiento continuo, es necesario
transferir la pieza desde el husillo 1 hasta el husillo 2. El sis-
tema de coordenadas de la pieza para el husillo 1 se ajusta a
G54 y el husillo 2 a G55.
Programming positioning using a work coordinate
system (G54 to G59) (2)
To carry out continuous operation of the first and sec-
ond processes using the same chuck jaws and the
same O.D. cutting tool.
Programación del posicionamiento mediante un sistema
de coordenadas de pieza (G54 a G59) (2)
Para realizar una operación continua del primer y segundo
procesos usando las mismas mordazas de plato y la misma
herramienta de corte de D.E.
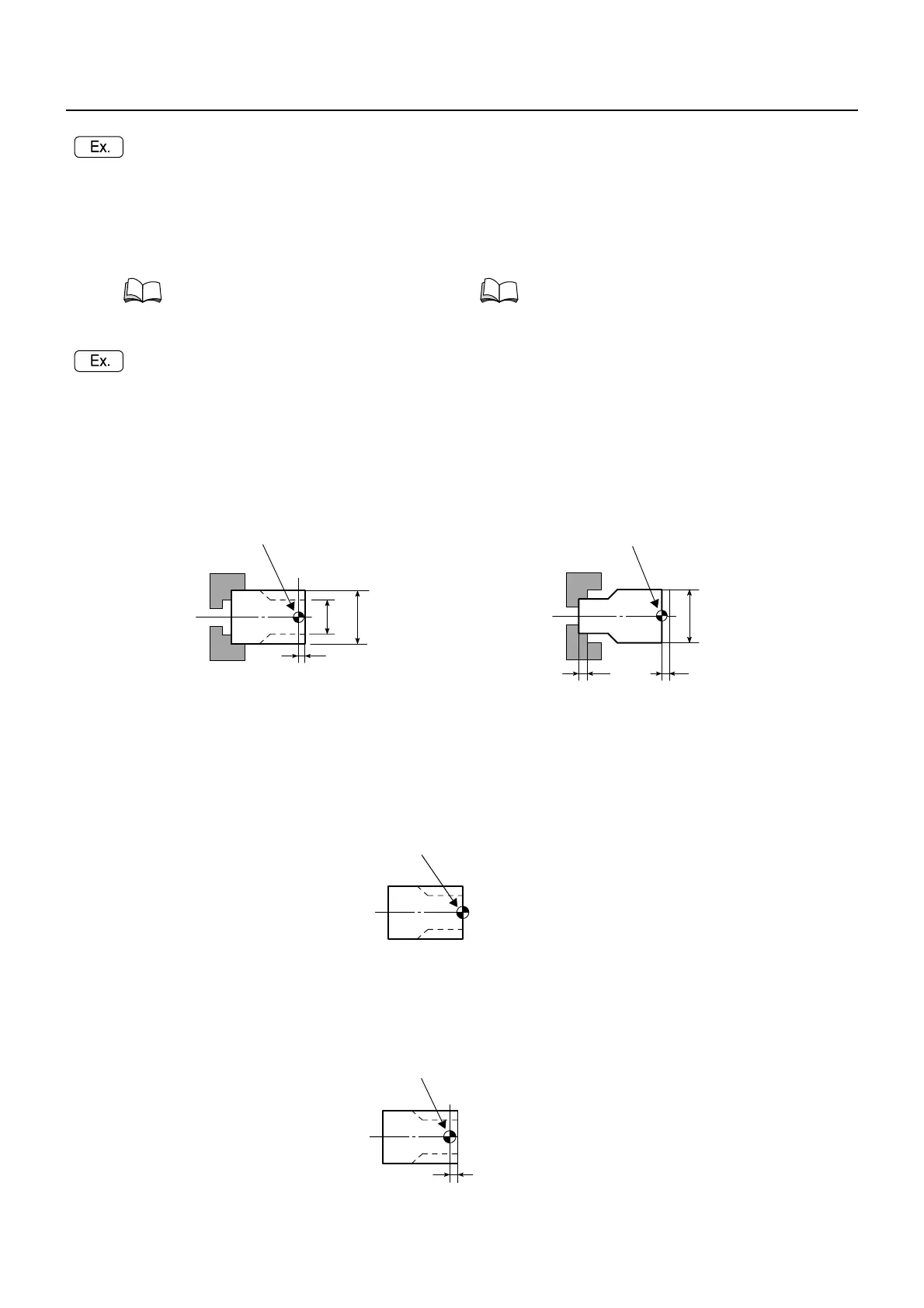
<Preparation>
1. Set the temporary zero point for the first process
on the workpiece end face using the tool
geometry offset function and the tool wear offset
function.
<Preparación>
1. Ajuste el punto cero de pieza temporal para el primer
proceso en la cara final de la pieza trabajada utilizando
la función de compensación de geometría de la
herramienta y la función de compensación de desgaste
de herramienta.
2. Input the distance (2.0 mm) from the workpiece
zero point in the G54 work coordinate system to
the temporary workpiece zero point, measured
along the Z-axis, to "Z" of "G54" displayed on the
WORK OFFSET screen, in a negative value.
2. Introduzca la distancia (2,0 mm) entre el punto cero del
sistema de coordenadas de pieza y el punto cero tem-
poral de la pieza, medido en el eje Z, como "Z" de "G54"
mostrado en la pantalla CONPENSACIÓN PIEZA,
mediante un valor negativo.
For examples of machining programs with
workpiece transfer, refer to "WORKPIECE
TRANSFER" (page 2-478).
Para ver ejemplos de programas de mecanizado
con transferencia de piezas, consulte "TRANS-
FERENCIA DE PIEZA" (página 2-478).
2
70
100
φ
φ
10
100
1.5
1,5
φ
Workpiece Zero Point for G54
Punto cero de la pieza para G54
Workpiece Zero Point for G55
Punto cero de la pieza para G55
1st Process
1er proceso
2nd Process
2° proceso
Temporary Zero Point
Punto cero de pieza temporal
2
Workpiece Zero Point for G54
Punto cero de la pieza para G54
 Loading...
Loading...