2-156 MACHINE OPERATIONS OPERACIONES DE MECANIZADO
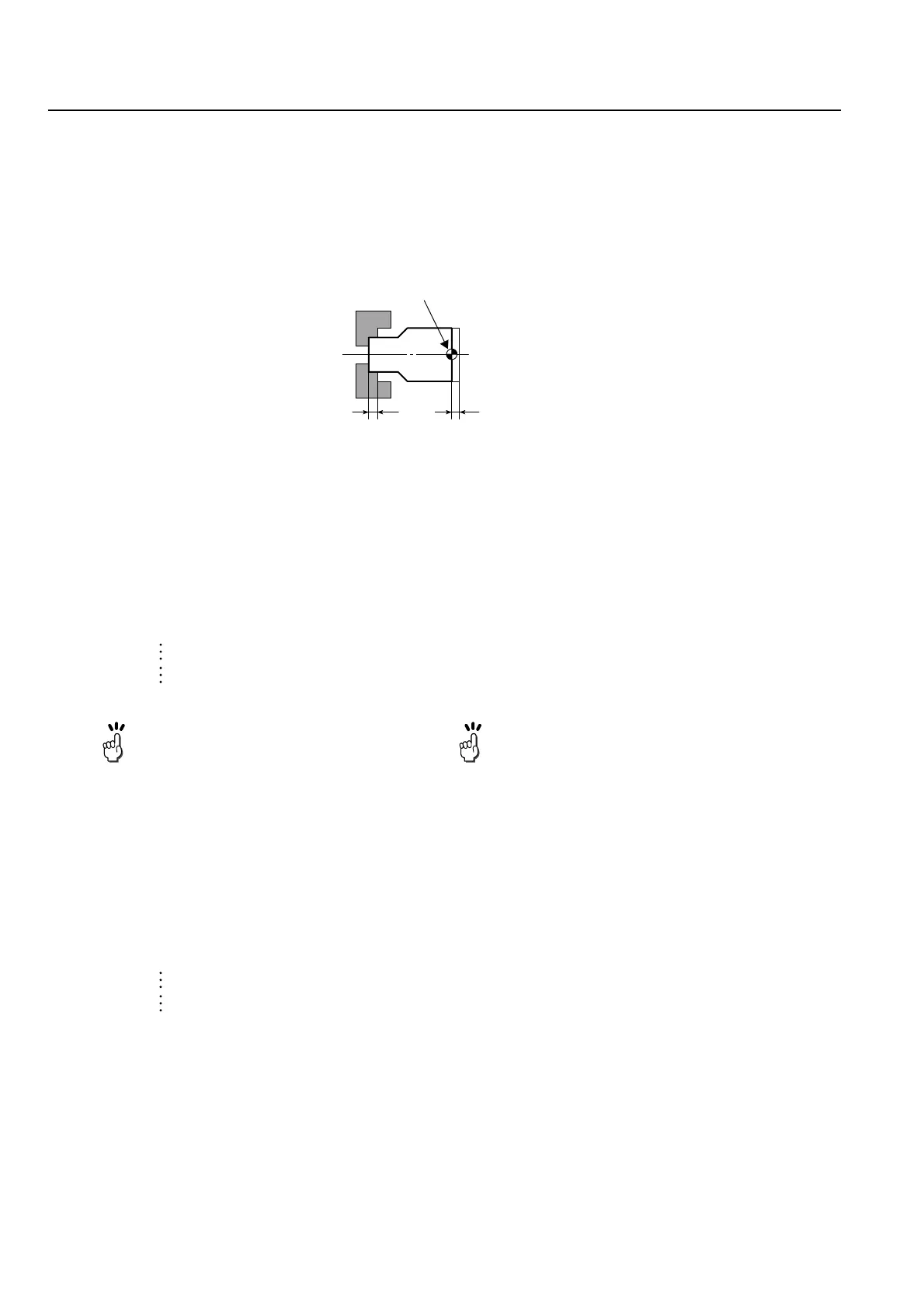
3. Input the sum (13.5 mm) of the cutting allowance
(2.0 mm), to be removed in the first process, the
Z-axis distance from the workpiece zero point in
the G55 work coordinate system to the workpiece
end face (1.5 mm) and the chuck jaw shift
amount (10.0 mm) to "Z" of "G55" displayed on
the WORK OFFSET screen, in a negative value.
3. Introduzca la suma (13,5 mm) del excedente de corte
(2,0 mm) que se retirará durante el primer proceso, la
distancia del eje Z desde el punto cero de la pieza en el
sistema de coordenadas de pieza G55 y la cara externa
de la pieza (1,5 mm) y la cantidad de desplazamiento de
la mordaza del plato (10,0 mm) a "Z" de "G55" visuali-
zado en la pantalla COMPENSACIÓN PIEZA mediante
un valor negativo.
O1;
N1;
G54; . . . . . . . . . . . . . . . . . Selecting the G54 work coordinate
system
Selección del sistema de coordenadas de pieza
G50 S2000;
G00 T0101; . . . . . . . . . . . . The workpiece zero point for the G54
work coordinate system is set by
adding all the following offset data:
tool offset data for No. 1 tool, tool
offset data for the "G54" and the offset
data set for "COMMON" in the WORK
OFFSET screen.
El punto cero de la pieza del sistema de
coordenadas de pieza G54 se ajusta añadiendo
los siguientes datos de corrección: datos de
corrección de herramienta para la herramienta
N°1, datos de corrección de herramienta para
"G54" y datos de corrección ajustados para
"COMÚN" en la pantalla CONPENSACIÓN
PIEZA.
Machining program Programa de mecanizado
M00; . . . . . . . . . . . . . . . . . Stopping the operation Parada de la operación
10
1.5
1,5
Workpiece Zero Point for G55
Punto cero de la pieza para G55
Change or turn the workpiece. Cambie o gire la pieza.
N2;
G55; . . . . . . . . . . . . . . . . . Selecting the G55 work coordinate
system
Selección del sistema de coordenadas de pieza
G55
G50 S2000;
G00 T0101; . . . . . . . . . . . . The workpiece zero point for the G55
work coordinate system is set by
adding all the following offset data:
tool offset data for No. 1 tool, tool
offset data for the "G55" and the offset
data set for "COMMON" in the WORK
OFFSET screen.
El punto cero de la pieza del sistema de
coordenadas de pieza G55 se ajusta añadiendo
los siguientes datos de corrección: datos de
corrección de herramienta para la herramienta
N°1, datos de corrección de herramienta para
"G55" y datos de corrección ajustados para
"COMÚN" en la pantalla CONPENSACIÓN
PIEZA.
Machining program Programa de mecanizado
M30;
 Loading...
Loading...